Основы проектирования сварных соединений с помощью пакета NX
Тольятти
Издательство ТГУ
УДК 004.94+621.791.039
ББК
Рецензенты:
К.т.н., доцент кафедры СОМДиРП ТГУ Е.Н. Почекуев.
Заместитель начальника управления лабораторно-испытательных работ, начальник отдела «Технология металлов» ОАО «АвтоВАЗ» А.Б. Чумиков
Сафонов М.В., Федоров А.Л. Основы проектирования сварных соединений с помощью пакета NX: учеб.-метод. пособие для студентов, обучающихся по направлению 150700.68 «Машиностроение». – Тольятти: Изд-во ТГУ, 2016. – 80 с.
Изложены указания по созданию деталей сборочно-варочной оснастки, разработки сборочно-сварочных приспособлений с использованием пакета NX.
Для студентов очной и заочной форм обучения, направлений 150700.68, 150100.68.
Предназначено для помощи студентам, обучающимся по направлениям подготовки; 150700.68 «Машиностроение» магистерская программа «Технология и оборудование для пайки», магистерская программа «Производство диагностика и ремонт сварных конструкций и деталей газонефтехимического оборудования» направлению 150100.68 «Материаловедение и технологии материалов» магистерская программа «Сварка и пайка новых металлических и неметаллических неорганических материалов».
УДК 004.94+621.791.039
ББК
Рекомендовано к изданию научно-методическим советом Тольяттинского государственного университета
© ФГБОУ ВПО «Тольяттинский государственный
университет, 2016
© Тольяттинский государственный университет, 2016.
Содержание
Введение. 4
1. Общие сведения о сварных соединениях. 6
Контрольные вопросы.. 10
2. Основы работы в приложении Мастер сварки (Weld Assistant) 11
2.1. Запуск приложения. 11
2.2. Работа в приложении над стыковыми соединениями. 14
2.3. Угловое соединение. 28
2.4. Ограничения длины сварного шва. 36
2.5. Прерывистый шов. 39
2.6. Сварка электрозаклепками. 41
2.7. Нестандартные сварные швы.. 46
2.8. Окно обозначение сварного шва. 48
Контрольные вопросы.. 49
3. Пример выполнения сварной детали. 51
3.1. Начало работы.. 52
3.2. Добавление компонентов в сборку. 53
3.3. Наложение сопряжений между компонентами сборки. 54
3.4. Анимация сборки. 57
3.5. Пример создания сборки. 59
Контрольные вопросы.. 64
Список использованных источников. 66
Введение
За прошедшие годы сварка вышла на ведущие позиции среди способов получения неразъемных соединений в большинстве отраслей промышленности. Многообразие способов сварки, большой практический опыт ее применения, высокие эксплуатационные характеристики сварных швов — все это аргументы в пользу выбора этого вида соединения при проектировании новых изделий.
Современные тенденции развития сварки в машиностроении и строительстве предъявляют новые, повышенные требования не только к сварочным материалам и технологиям, но и к методологии проектирования и качеству проработки элементов сварных конструкций [1]. Поэтому сегодня невозможно обойтись без современных технологий автоматизированного проектирования: применение САПР позволяет еще на этапе рабочего проектирования оценить те или иные конструктивные решения с точки зрения наиболее важных потребительских качеств будущего изделия.
Поэтому разработчики систем автоматизированного проектирования включают модули проектирования сварных соединений в свои программные продукты. В частности такой модуль есть и в пакете.
Приложение сварки позволяет проектировать сварные соединения с использованием широко применяемых в промышленности методов сварки. Конструктор может спроектировать точечную сварку, роликовый сварной шов и дуговую сварку различной формы (проточки, пазы, ребра и т.д.). После создания модели автоматически создаются чертеж и сопровождающая документация. Модуль поддерживает также создание клеевых соединений.
Модуль предназначен для моделирования сварных соединений. Модуль предоставляет информацию о сварных швах и соединениях для выполнения анализа методом конечных элементов. В настоящее время не поддерживает моделирование пайкой, болтами и клепкой. В приложении автоматически создается 2D документация и аннотации на основе 3D элементов сварки.
В данном учебно-методическом пособии рассмотрены возможности пакета NX в плане проектирования сварных швов. Возможности пакета в этом направлении достаточно обширны. Однако есть некоторые ньюансы касающиеся совместимости российских стандартов со стандартами зарубежных производителей..
Запуск приложения
Приложение предназначено для моделирования сварных соединений. Приложение обеспечивает проектировщика информацией о сварных швах и соединениях для выполнения анализа методом конечных элементов. В приложении автоматически создается 2D документация и аннотации на основе 3D элементов сварки […].
Сварные изделия (две и более детали, сваренные между собой) представляют собой особый случай, так как могут являться и сборками, и деталями.
Возможны два варианта запуска приложения:
1. Меню (Menu) – Вставить (Insert) – Мастер сварки (Weld Assistant), (рис. 2.1);
2. Вкладка Приложение (Applications) – Дополнительно (More) – Мастер сварки (Weld Assistant) – Появляется одноименная вкладка на ленточной панели, (рис. 2.2).
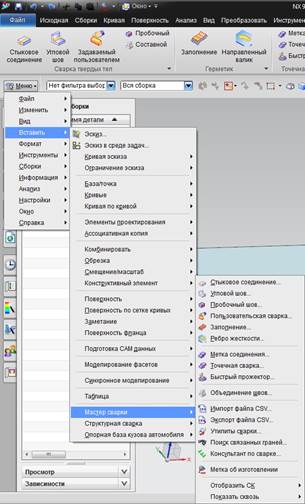
Рисунок 2.1 – Запуск приложения в работу.
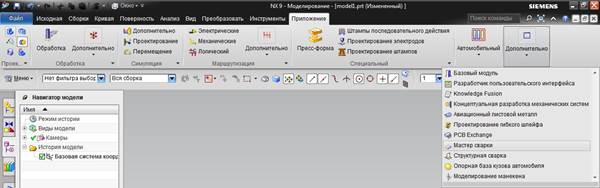
Рисунок 2.2 – Запуск приложения в работу.
Приложение обеспечивает проектировщика следующим инструментарием, таблица 2.1
Таблица 2.1 – Основные команды приложения сварки
| Команда
| Иконка
| Описание
|
| Сварка твердых тел (Solid Weld)
|
| Стыковое соединение
(Groove)
| 
| Подготовка кромок и сварка двух состыкованных плит, используя указанную форму сечения
|
| Угловой шов
(Fillet)
| 
| Сварка двух плит вместе по тавровому, нахлесточному или угловому соединению
|
| Пробочный
(Plug/Slot)
| 
| Сварка двух перекрывающихся плит вместе, используя существующее отверстие или паз для сварки
|
| Задаваемый пользователем
(User Defined)
| 
| Определяет твердое тело как пользовательскую сварку
|
| Составной
(Compound Weld)
| 
| Комбинация нескольких сварных швов или точек в один элемент
|
| Герметик (Sealer)
|
| Заполнение
(Fill)
| 
| Создает область заполнения герметиком
|
| Направленный валик
(Bead)
| 
| Создает твердое тело, использую форму и траекторию сечения
|
| Точечная сварка (Point Weld)
|
| Метка соединения
(Joint Mark)
| 
| Соединяет материалы и отмечает точкой и кривой место соединения
|
| Точечная сварка
(Weld Point)
| 
| Соединяет материалы и отмечает точкой место соединения
|
| Быстрая точечная
(Easy Spot)
| 
| Создает сварные точки только между компонентами сборки, автоматически расставляя их
|
| Утилиты (Utilities)
|
| Поиск соединенных граней
(Connected Face Finder)
| 
| Обнаружение недостающих граней соединенных деталей для сварных точек, конструкторских или измерительных баз
|
| Помощник сварки
(Weld Advisor)
| 
| Проверяет сварные точки, конструкторские или измерительные базы на соответствие установленным правилам
|
| Метка об изготовлении
(Fabrication Label)
| 
| Добавляет метки на соединения, на конструкторские или измерительные базы
|
| Импорт файла CSV
(Import CSV File)
| 
| Загрузка CSV-файла, содержащего информацию о сварных соединениях, определительных или измерительных базах
|
| Экспорт файла CSV
(Export CSV File)
| 
| Сохранение или просмотр CSV-файла, содержащего информацию о сварных соединениях, определительных или измерительных базах
|
| Утилиты сварки
(Weld Utilities)
| 
| Утилиты сварки, такие как группировка точек сварки, основанные на связанных комбинациях деталей, и идентифицирует сварочные точки, которые потеряли их связанные детали
|
Угловое соединение
Команда Угловой шов (Fillet Weld) в NX используется для создания соединений двух поверхностей, находящихся под углом друг к другу, и объединяет угловые, тавровые и нахлесточные соединения.
Угловое соединение – соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев, рисунок 2.16.

Рисунок 2.16 - Угловые соединения
ГОСТ 5264–80 предусматривает 10 конструктивных вариантов угловых соединений. Они имеют условные обозначения У1, У2 и т.д. В зависимости от толщины свариваемых деталей может вполняться разделка кромок. Односторонняя, У6, У7, У9, У10. Максимальная толщина свариваемых деталей может достигать 60 мм. И двухсторонняя, У8. Максимальная толщина 100 мм.
ГОСТ 14771-76 также предусматривает 10 конструктивных вариантов угловых соединений. У них аналогичные обозначения. Диапазон свариваемых толщин совпадает.
ГОСТ 8713- 79 предусматривает 4 конструктивных варианта угловых соединений – У1, У3, У5, У7. Следует отметить, что свариваемые толщины здесь меньше, чем при ручной дуговой сварке и дуговой сварке в защитном газе.
ГОСТ 16037-80 предусматривает выполнение 10 конструктивных вариантов углоых соединений. Это приварка двух труб под углом. Конструктивные соединения У5, У7, У15, У16 выполняются ручной дуговой сваркой и дуговой сваркой в защитном газе плавящимся электродом. Соединение У8 выполняется дуговой сваркой в защитном газе плавящимся электродом. Соединения У17, У 18 при толщинах от 1 до 7 мм могут выполняться газовой сваркой. При тощинах от 2 до 25 мм могут выполняться дуговой сваркой в защитном газе плавящимся электродом, дуговой сваркой в защитном газе неплавящимся электродом, ручной дуговой сваркой. Соединения У19 и У20 могут выполняться дуговой сваркой в защитном газе плавящимся электродом, дуговой сваркой в защитном газе неплавящимся электродом, ручной дуговой сваркой.
Кроме того, угловые соединения выполняются по ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами». Данный ГОСТ предусматривает 8 конструктивных вариантов угловых соединений. Их обозначения У1, У2 и т.д. Варианты У4, У5 предусматривают одностороннюю разделку кромок. Варианты У6, У7, У8 - двухстороннюю.
Тавровое соединение – соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента, рисунок 2.17.

Рисунок 2.17 - Тавровое соединение
ГОСТ 5264–80 предусматривает 8 конструктивных вариантов тавровых соединений. Они имеют условные обозначения Т1, Т2, Т3 и т.д. В зависимости от толщины свариваемых деталей может вполняться разделка кромок. Односторонняя, Т2, Т6, Т7. Максимальная толщина свариваемых деталей может достигать 60 мм для соединений Т6 и Т7. И для соединения Т2 максимальная толщина 100 мм. Двусторонняя разделка у соединений Т8, Т9, Т5. Свариваемые максимальные толщины у соединений Т8 и Т9 100 мм. У соединения Т5 – 120 мм.
ГОСТ 14771-76 предусматривает 6 конструктивных вариантов тавровых соединений. У них аналогичные обозначения. Диапазон свариваемых толщин соединений с односторонней разделкой (Т6, Т7) 60 мм. С двусторонней разделкой: Т8 – 80 мм; Т9 – 100 мм.
ГОСТ 8713- 79 предусматривает 8 конструктивных вариантов тавровых соединений – Т1, Т2, Т3, У5, У7. Следует отметить, что свариваемые толщины здесь меньше, чем при ручной дуговой сварке и дуговой сварке в защитном газе.
Кроме того, тавровые соединения выполняются по ГОСТ 11534-75. Данный ГОСТ предусматривает 8 конструктивных вариантов тавровых соединений. Их обозначения Т1, Т2 и т.д. Варианты Т3, Т4, Т5, Т6 предусматривают одностороннюю разделку кромок. Варианты Т7, Т8 - двухстороннюю..
Нахлесточное соединение – соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга, рсиунок 2.18.

Рисунок 2.18 - Нахлесточное соединение
Нахлесточные сварные соединения выполняются по ГОСТ 5264-80, ГОСТ 14771-76, ГОСТ 16037-80, ГОСТ 8713-79.
ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ ГОСТ 8713-79 предусматривают 2 конструктивных варианта нахлесточных соединений, Н1 и Н2. Однако, если максимальная толщина соединяемых деталей при ручной дуговой сварке до 240 мм, то при механизированной до 60 мм и при сварке под флюсом до 20 мм.
ГОСТ 16037-80 предусматривает нахлесточные соединения Н1, Н3, Н4. Максимальная толщина до 7 мм.
В NX при создании угловых соединений не показывается провар основного материала, а только заполнение присадочным материалом между свариваемыми поверхностями.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка твердых тел (Solid Weld) – команда Угловой шов (Fillet).
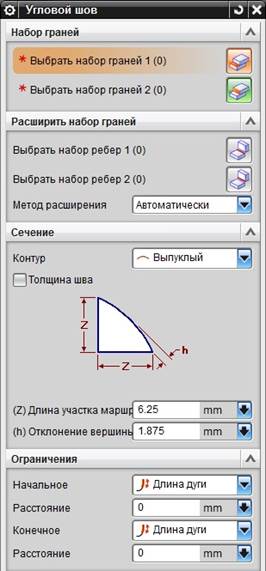
Все параметры углового шва задаются в открывшемся окне Угловой шов, рисунок 2.19. некоторые параметры могут задаваться с помощью маркеров на модели в графическом окне, рисунок 2.20.
| 
|
| Рисунок 2.19 -Окно «Угловой шов»
|

Рисунок 2.20 - Маркеры углового шва в графическом окне
В поле Набор граней (Face Sets), см. рис. 2.19, функция Выбрать набор граней 1 (Select Face Set 1) позволяет выбрать одну или несколько граней для первой стороны углового шва, от выбора первой грани зависит определение решения построения углового шва при наличии нескольких вариантов. Функция Выбрать набор граней 2 (Select Face Set 2) позволяет выбрать одну или несколько граней для второй стороны углового шва.
Поле Расширить набор граней (Extend Face Set), см. рис. 2.19, используется, когда есть зазор между деталями. Здесь продлевается набор граней по выбранным ребрам, чтобы найти пересечение со вторым набором граней. Функции Выбрать набор ребер (Select Edge Set) позволяет выбрать ребра аналогично функциям Выбрать набор граней. Выбор ребра является необязательным шагом.
Предлагается два Метода расширения ребер (Extension Distance):
− автоматически (Automatic) – сварной шов автоматически продлевается в соответствии с существующей геометрией;
− по значению (By Value) – сварной шов продлевается вдоль ребра на заданное пользователем значение.
Для уголового соединенияпредлагается на выбор несколько типов Контура шва (Contour), см. рис. 2.19:
−  нет,
нет,
−  выпуклый (Convex),
выпуклый (Convex),
−  плоский (Flush),
плоский (Flush),
−  вогнутый (Concave).
вогнутый (Concave).
Параметры сварного шва также зависят от выбранной формы шва.
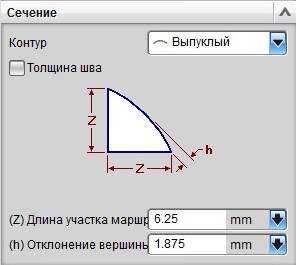
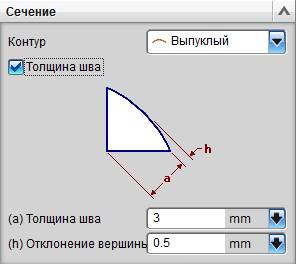
Сечение углового шва (Cross Section) можно определить по одному из двух наборов параметров, рисунок 2.21:
- (Z) длина участка маршрута (Leg Length) и (h) отклонение вершины (Contour Height) – по катет у шва и высоте усиления;
- толщина шва (Throat Thickness) и (h) отклонение вершины (Contour Height) при включенной опции Толщина шва (Throat Thickness).
 а)
а)
|  б)
б)
|
| Рисунок 2.21 - Задание параметров углового шва по размерам катета (а) и по толщине шва (б)
|
Тип соединения деталей при сварке угловых швов задается в графе Тип сварки (Welding Types):
-  тавровое соединение (T Joint);
тавровое соединение (T Joint);
-  соединение внахлест (Lap Joint);
соединение внахлест (Lap Joint);
-  угловое соединение (Corner Joint).
угловое соединение (Corner Joint).
Заполнение шва (Field Weld) – назначает атрибут заполнения шва для параметра Заполнение шва.
Характеристики сварки (Weld Characteristics) – список дополнительных атрибутов, которые можно назначить сварочному скруглению.
Выбрать объект для наследования (Select Inherit Object) – позволяет выбрать объект, от которого будут наследоваться атрибуты проточки под сварку.
Настройки (Settings):
- разрешить тела с разорванными связями (Allow Broken Link Bodies) – управляет возможностью выбора граней связанных тел; является особенно полезным при редактировании элемента Угловой шов, если требуется заменить грани тела с разорванными связями на грани тела с новыми связями,
- создать объект ТУ (Assign Weld PMI) – открытие диалогового окна Символ сварки, в котором можно создать комментарии для сварки,
- линейный допуск (Distance Tolerance) – допуск моделирования элемента сварки.

Выбор места сварки и задание параметров углового шва

Рисунок 2.26 - Угловое соединение (У5)
Примечания:
1) соединения типа У2, У6 и У9 делаются с помощью создания Стыкового соединения;
2) обработка кромок для соединений типа У8, Т2 и Т6 – Т9 делается созданием фаски на торце привариваемой детали.
Примеры выполненных соединений на рисунках 2.23, 2.24, 2.25
 а)
а)
|  б)
б)
|
| Ричунок 2.25 - Тавровые соединения Т3 (а) и Т9 (б)
|

Рисунок 2.27 - Нахлесточное паяное соединение (ПН-1).
Прерывистый шов
Прерывистый шов – сварной шов с промежутками по длине.
Прерывистый шов бывает двух видов: цепной и шахматный. Цепной прерывистый шов – двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого. Шахматный прерывистый шов – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
 а)
а)
|  б)
б)
|
| Рисунок 2.31 - Цепной (а) и шахматный (б) прерывистые швы
|
Прерывистые швычаще всего применяются в качестве конструктивных швов. Расстояния между участками прерывистого шва должны быть в сжатых элементах не более 16δ, а в растянутых – не больше 30δ, где δ – толщина листа [Шинкевич Н.И. «Справочное пособие по сварным, резьбовым и заклепочным соединениям»]. [2]
Раздел Параметры прерывистого швы присутствует только в окнах Стыкового соединения и Углового шва.
Для создания прерывистого шва необходимо в разделе Параметры прерывистого шва (Skip Weld Parameters) поставить галочку в опции Создать прерывистый шов (Create Skip Welds), после появятся задаваемые параметры шва.

Рисунок 2.32 - Поле «Параметры прерывистого шва»
Методы построения прерывистого шва:
− число, длина (Number, Length) – заданное число участков сварного шва определенной длины равномерно распеределяются по линии соединения, размер пустого интервала устанавливается автоматически;
− число, интервал (Number, Spacing) – заданное число участков сварного шва раплолагаются строго через заданное значение пустого участка, длина сварных швов устанавливается автоматически;
− интервал, длина (Spacing, Length) – участки сварного шва определенной длины располагаются на определенном расстоянии друг от друга, количетво участков сварного шва устанавливается автоматически.

Задание параметров прерывистого шва

Рисунок 2. - Прерывистый шов
.
Сварка электрозаклепками
Пробочный шов (электрозаклепка) – это сварная точка, при точечном сварном соединении металла, выполняемом точечной дуговой сваркой. Электрозаклепки, рсиунок 2. выполняются по ГОСТ 14776-79 «Дуговая сварка. Соединения сварные точечные».

Рисунок 2. - Пробочные швы с круглым отверстием в верхней детали
Для образования электрозаклепки требуется полное проплавление одного из соединяемых элементов. В случае если толщина детали, которую необходимо проплавить довольно приличная, то в ней можно высверлить отверстие, которое и будет впоследствии заполнено жидким электродным металлом.
Прорезной шов – сварной шов, образуемый в результате заполнения жидким металлом плавящегося электрода прорези, предварительно подготовленной в одном из соединяемых элементов, рисунок 2..

Рисунок 2. - Прорезной шов
Пробочный/прорезной шов (Plug/Slot Weld) применяется для создания нахлесточных соединений.
С помощью команды Пробочный шов соединение создается в NX, только используя существующее отверстие или паз для сварки (соединение типа Н5). Отверстие или паз может частично или полностью заполнено сварочным материалом.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка твердых тел (Solid Weld) – команда Пробочный шов (Plug/Slot).
Все параметры пробочного шва задаются в открывшемся окне Пробочный шов, рисунок 2..
Примечание: нахлесточные соединения типа Н1-Н4 создаются с помощью команд Точечной сварки (Weld Point).

Рисунок 2. - Окно «Пробочный шов»
В разделе Грани (Faces) функции Выбрать верхнюю/нижнюю грань (Select Top/Bottom Face Set) позволяет выбрать соответственно верхнюю и нижнюю грани построения пробочного шва.
В поле Отверстие/паз (Hole/Slot) функцией Выбрать ребро (Select Edge) необходимо выбрать ребро отверстия или паза для формирования пробочного шва.
Контур шва (Contour):
− нет – позволяет создать пробочный шов с не указанной окончательной сварочной операцией,
− выпуклый (Convex),
− плоский (Flush),
− вогнутый (Concave).
Параметры сечения пробочного шва (Cross Section):
− отклонение вершины (Contour Height) – высота усиления;
− глубина заливки (Depth of Filling) – глубина проплавления листов.
В поле Характеристики сварки (Weld Characteristics) – приведен список дополнительных атрибутов, которые можно назначить пользовательской сварке.
Выбрать объект для наследования (Select Inherit Object) – позволяет выбрать объект, от которого будут наследоваться атрибуты проточки под сварку.
Настройки (Settings):
- создать объект ТУ (Assign Weld PMI) – открытие диалогового окна Символ сварки, в котором можно создать комментарии для сварки,
- заполнение шва (Field Weld) – позволяет задавать атрибут Заполнение шва для сварочного объекта.

а)

б)
Выбор свариваемых плоскостей

Выбор ребра для сварки и задание размеров пробочного шва

Готовое соединение электрозаклепка (Н5)
Нестандартные сварные швы
Используйте эту команду для задания твердого тела как пользовательской сварки. Это полезно, когда нужно задать пользовательскую сварку, которую нельзя получить стандартными методами элемента Сварка.
Пользовательская сварка имеет те же свойства, что и другие элементы типа Сварка.
Можно выполнить следующее:
Использовать любую допустимую технику моделирования для моделирования формы сварного шва.
Назначить атрибуты твердому телу для идентификации его как сварного шва.
Твердое тело отображается как элемент Сварка в Навигаторе модели и используется в расчетах длины и объема сварного шва.
Создать символ ТУ для сварки в то же время, когда создаете пользовательскую сварку.
Открыть пользовательскую сварку в диалоговом окне Фильтр атрибутов сварки.
Пользовательская сварка также отображается в диалоговом окне Уточненная фильтрация, когда для фильтра выбора задается значение Объекты сварки.
Публиковать пользовательские сварки в Teamcenter как отдельные сварные объекты.
Задайте атрибуты свойств пользовательской сварки с помощью диалогового окна Настройки по умолчанию. Можно включить получение значений из списка, задать атрибуты как обязательные и задать значения по умолчанию для атрибутов.
Удалить из сборки файл детали, которая выбрана как соединенная деталь.
В результате элемент Сварка станет удержанным и будет обозначен значком удержания в Навигаторе модели. Можно сделать элемент Сварка допустимым вновь, выбрав новый компонентов в сборке.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка ствердых тел (Solid Weld) – команда Задаваемый пользователем (User Defined).

Рисунок 2. - Окно «Пользовательская сварка»
.
Пример выполнения сварной детали
Следует отметить, что приспособления для сборки и сварки состоят из множества достаточно простых деталей, построение которых с использованием первичных строительных блоков (примитивов) было рассмотрено в разделе 2 данного пособия. Поэтому в дальнейшем рассмотрим создание сборок в пакете NX.
Сборка в NX – трехмерная модель, объединяющая модели деталей, подсборок (сборка, входящая в состав текущей сборки) и стандартных изделий (все они называются компонентами сборки), а также информацию о взаимном положении компонентов и зависимостях между параметрами их элементов.
Процесс создания сборки в NX состоит из следующих основных этапов:
1. Задать состав сборки, внося в нее новые компоненты или удаляя существующие. Модели компонентов могут быть записаны в отдельных файлах на диске. В файле сборки, в навигаторе сборки, хранятся ссылки на эти компоненты.
2. Указать взаимное положение компонентов сборки, задав параметрические связи между их гранями, ребрами и вершинами (например, совпадение граней двух деталей или соосность втулки и отверстия).
Любое приспособление для сборки деталей при сварке будет содержать в себе комплекс деталей, рассмотренных в разделе 1. Это сборочный стол, фиксаторы, зажимы. В зависимости от вида производства (единичное, массовое), конструктивных особенностей изделия, это могут быть ручные прижимы, пневмоприжимы, призмы, штыри опорные и т.д. Рассмотрим вариант достаточно простого сварного изделия, 2 пластины. Примем мелкосерийное производство, для него подходящим вариантом будет рычажный прижим, рисунок 3.1. [1]. Данный прижим является самофиксирующим. В положении указанном на рисунке 3.1 приложенное к горизонтальному фиксирующему рычагу усилие не приведет перемещению компонентов прижима.
Рисунок 3.1 – Ручной прижим.
Начало работы
Варианты запуска программы NX, подробно рассмотрены в пункте 2.2. пособия. После запуска программы для того, чтобы начать работу, создаем новый файл. В главном меню программы (верхняя часть экрана) активируем кнопку Файл, в развернувшемся подменю – Новый. Разворачивается окно, в котором в поле Фильтры необходимо нажать Сборка и ввести имя файла в шаблон под названием Имя файла латинскими буквами или цифрами и нажать кнопку ОК. Переключение шрифта русский/латинский производится одновременным нажатием клавиш Shift и Alt (Ctrl).
Если Вы желаете продолжить работу с ранее созданным файлом, то после запуска программы следует делать следующее: активируем кнопку Файл главного меню, в развернувшемся подменю – Открыть, в развернувшемся окне выбрать требуемый файл (или сначала найти папку с файлом, войти в нее и выбрать файл) навести курсор и нажать кнопку ОК.
После загрузки модуля автоматически появляется диалоговое окно Добавить компонент (рис. 3.2). Поле Деталь предназначено для выбора файла компонентов сборки. При этом все детали текущей сессии (загруженные в память) отображаются в списке Загруженные детали; если нужная деталь еще не загружена, то необходимо в поле Открыть выбрать нужный файл.
Рисунок 3.2 – Окно Добавить компонент
В поле Расположение осуществляется выбор метода размещения детали в сборке. Доступны четыре варианта:
– Начало абсолютной системы координат – совместить начало системы координат компонента с началом системы координат сборки,
– Выберите начало – совместить центр СК компонента с выбранной точкой в пространстве сборки,
– По сопряжениям – наложить на компонент условия сопряжения
– Перемещение –переместить компонент в нужное положение с помощью соответствующих команд
Трехмерные модели компонентов сборки создаются предварительно. Возможно создание компонентов непосредственно в сборке с последующим сохранением в виде отдельного файла.
Анимация сборки
В NX предусмотрено несколько способов перемещения компонентов сборки в ее системе координат. Вы можете повернуть компонент вокруг центра его габаритного параллелепипеда, вокруг оси или вокруг точки, а также сдвинуть компонент в любом направлении. Поскольку между компонентами сборки наложены сопряжения, то перемещение одного компонента (ведущего звена, например) приведет к перемещению связанных с ним сопряжениями других компонентов сборки.
Предварительно необходимо фиксировать базовый компонент сборки. Для этого последовательно активируем Меню→ Сборки→ Положение компонента→ Сопряжения сборки или в ленточной панели вкладка Исходная→ раздел Компонент. Появляется диалоговое окно Сопряжения сборки, в нем в поле Тип выбираем Фиксация (рис. 3.7). Указываем базовый объект, нажимаем ОК.
Рисунок 3.7 – Фиксация базового компонента сборки
Команды перемещения компонентов сборки вызываются последовательной активацией Меню→ Сборки→ Положение компонента→ Переместить компонент  или в ленточной панели вкладка Исходная→ раздел Компонент. При активировании данной команды открывается окно Переместить компонент (рис. 3.8).
или в ленточной панели вкладка Исходная→ раздел Компонент. При активировании данной команды открывается окно Переместить компонент (рис. 3.8).
Рисунок 3.8 – Окно перемещения компонента
В строке Перемещение на выбор предлагается следующий инструментарий:
 расстояние
расстояние  угол
угол
 от точки к точке
от точки к точке  вращать по 3 точкам
вращать по 3 точкам
 выровнять ось по вектору
выровнять ось по вектору  СК в СК
СК в СК
 динамика
динамика  по сопряжениям
по сопряжениям
 дельта XYZ
дельта XYZ
Для проверки правильности сборки выбираем вариант Динамика.
Выбираем ведущую деталь в сборке, указывая ее курсором. Нажимаем кнопку Задать ориентацию на выбранной детали появится система координат следующего вида (рис. 3.9).
Рисунок 3.9 – Выбор ведущей детали
Теперь для вращения ведущего звена относительно оси 0Y мы курсором «цепляем» шарик расположенный на дуге между осями 0Х и 0Z и мышью вращаем (рис. 3.10). При этом все детали механизма, если сопряжения были наложены правильно, будут двигаться в соответствии с законом движения ведущего звена.
В диалоговом окне Переместить компонент, в поле Настройки есть поле Обнаружение столкновений. По умолчанию активирован режим Нет, то есть столкновение компонентов при перемещении не проверяется. Если выбрать режим Выделение столкновений, то при обнаружении пересечения компонентов в процессе перемещения они будут подсвечены в графическом окне. Если выбрать режим Остановка перед пересечением, то при контакте тел компонентов движение будет приостановлено.
Рисунок 3.10 – Анимация сборки
Пример создания сборки
В качестве примера выполнения рассмотрим изготовление оснастки для сборки деталей под сварку (рис. 3.11). Примем, что оснастка должна фиксировать две прямоугольные пластины. Предварительно были сделаны следующие модели компонентов сборки:
− стол,
− опора,
− упор,
− прижим (в качестве подсборки),
− свариваемые пластины.
Рисунок 3.11 – Эскиз сборочного приспособления
3.5.1. После запуска программы для того, чтобы начать работу, создаем новый файл. В главном меню программы активируем кнопку Файл, в развернувшемся подменю – Новый. Разворачивается окно Новый, в котором в поле Фильтры должна быть выбрана Сборка, в поле Единицы необходимо нажать Миллиметры и ввести имя файла в поле Новое имя файла в шаблон Имя латинскими буквами или цифрами, на вкладках, вверху, должна быть активна Модель и нажать кнопку ОК (рис. 3.12). Каталог можно выбрать любой, но в именах папок не должно быть русских букв.
Рисунок 3.12 – Окно запуска модуля сборки
3.5.2. Сразу открывается окно добавления компонента (рис. 3.13). Выбираем первый компонент сборки – стол - из списка или из папки нажатием кнопки Открыть  . В поле Расположение для первого компонента выбираем позиционирование Начало абсолютной системы координат. Нажимаем Применить.
. В поле Расположение для первого компонента выбираем позиционирование Начало абсолютной системы координат. Нажимаем Применить.
Рисунок 3.13 – Добавление первого компонента
3.5.3. Во вновь открывшемся окне добавления компонентов выбираем так же следующий компонент – опоры (рис. 3.14). В поле Дубликаты выставить необходимое для данной сборки количество компонентов. Позиционирование выбрать По сопряжением (либо Выбрать начало, в этом случае сопряжения придется накладывать потом) и поставить галочку Разброс для того, чтобы все дубликаты не создавались в одной точке, накладываясь друг на друга. Нажимаем Применить.
Также новые компоненты потом можно добавлять с помощью команды Добавить на ленточной панели во вкладке Сборка в разделе Компонент (или вкладка Исходная → раздел Сборки).
Рисунок 3.14 – Доб






