Методы проектирования пресс-форм
Качество и трудоемкость проектирования форм зависят не только от квалификации конструктора, но и от метода проектировании. Рассмотрим методы позволяющие быстро и качественно проектировать оснастку: модельное проектирование, агрегатирование; метод групповой оснастки. Эти методы, основанынные на высокой степени унификации узлов и деталей форм, можно успешно применять при традиционном способе проектирования. Они являются основой для автоматизированного проектирования (САПР) форм.
При модельном проектировании используют классификатор изделий и банк конструкторский модулей форм. Конструкторский модель включает сборочный чертеж на изделие – представитель, являющееся базовой конструкцией (прототипом) проектируемой формы, и заготовки (бланки-чертежи) комплекта рабочей документации данного прототипа.
По классификатору (который содержит типовые представители изделий и их характеристики для модульного проектирования) выявляют группу изделий и шифры базовых представителей форм, после чего с учетом требований технического задания подбирают базовую конструкцию формы. По ее шифру конструктор заказывает комплект заготовок (бланков чертежей) рабочей документации. Комплект состоит из заготовки сборочного чертежа формы и заготовок чертежей деталей.
Заготовка сборочного чертежа представляет собой полностью оформленный чертеж базовой конструкции (с размерами и выносными линиями для позиций деталей), на котором вместо формообразующих и ряда связанных с ними деталей оставлено свободное пространство для последующего изображения оформляющих деталей заданного изделий и уточнения расположений линий сечений, разрезов и др. Заготовка чертежа детали – это рабочий чертеж, на котором должны быть указаны материалы деталей и технические требования и в которой при необходимости вводят дополнительные элементы и размеры.
Метод модельного проектирования предлагает систематическое, по мере наработки, пополнение как классификатора изделий, так и банка конструкторский модулей форм.
Возрастающие требования к пластмассовым изделиям неизбежно усложняют, а следовательно, и удорожают как конструирование, так и изготовление форм. В связи с эти необходимо уже при разработки конструкции формы продумать вопрос максимально унификации формы в целом, а также ее отдельных сборочных единиц и деталей.
Высшей степенью унификации является агрегатирование, заключающееся, применительно к пресс-форм для переработки пластмасс, в оснащении их отдельными унифицированными узлами различного функционального назначения (съем изделий, извлечение знаков различными способами, охлаждение формы, инжекторов в горячеканальных ситсемах и др.)
Метод групповой оснастки заключается в проектировании стационарных элементов формы и съемных кассет.
Изготовление пресс-форм
Изготовление прессформ – это непростая техническая задача. Чтобы спроектировать пресс-форму, надо представить, как потоки расплавленного пластика будут протекать между формообразующими поверхностями, какие препятствия они встретят на своем пути. Надо рассчитать все так, чтобы из полостей убрался воздух, не возникало столкновение потоков, форма заполнялась равномерно, а в результате усадки после охлаждения изделие получилось точно такое, как на чертеже.
Инженерный цикл изготовления пресс-форм имеет следующие этапы:
1) производство конструкторской документации
2) заказ блоков пресс-формы
3) параллельно заказ стали формующих
4) производство формующих
5) термообработка формующих в специальной печи
6) механообработка серийных блоков
7) сборка формы
При этом расходы очень значительны - необходимы высококвалифицированный коллектив, время, дорогостоящие комплектующие и специализированное оборудование для изготовления пресс-форм. Все это в конечном итоге отражается на цене. Усилие смыкания для пресс-формы будет составлять от десятков до тысяч тонн; время цикла изделия будет длиться всего 5-6 секунд. Кроме того, существуют различные технологии сложного изделия (многокомпонентное, литье с газом, сборка в форме и т.д.). Для реализации подобных стремлений, в начале которых стоит идея выпуска изделий из пластика, а в конце - серийное производство и, желательно, сбыт пластмассовых изделий, предприятие нуждается в определенном наборе пресс-форм, которые отличаются между собой конструктивной сложностью, индивидуальны по своему исполнению для любого конкретного случая.
Этапы изготовления пресс-формы.
В самом общем виде этапы изготовления пресс-формы представлены ниже. Если рассматривать каждый этап по отдельности то получается комплексный сложный технологический процесс, который занимает месяцы работы различных специалистов по компьютерному моделированию, составлению технической документации, изготовлению и обработки составных частей прессформы.
1. Инженерно-технологическая подготовка изготовления
2. Производство пресс-формы
2.1 Выбор литниковой система пресс-формы
2.2 Выбор элементов системы понижения температуры
2.3 Обработка пресс-формы
3. Доводка и испытание пресс-формы
1. Инженерно-технологическая подготовка изготовления. Первый этап изготовления пресс-формы включает подготовка эскизов изделия (эскизная графика), построение 3D модели, фотореалистическую визуализацию. Проектирование пресс-формы включает в себя конструкторскую проработку модели и разделение сборочной модели на отдельные конструктивные комплектующие. Подготовка любого конкретного элемента, оформление линии разъёма комплектующие, а также шиберов, знаков, вставок и местности пресс-формы. Особое значение имеет литниковая система. Избежать или максимально уменьшить коробление, разводы, слитины и другие дефекты можно используя компьютерное моделирование процесса заполнения формы. Также при этом можно контролировать распределение температуры расплава, скоростей потока и другие параметры. На начальном этапе изготовления пресс-формы все существующие идеи, чертежи переносятся на компьютер, на котором с помощью определенных программ осуществляется проектирование пресс-форм. При разработке пресс-форм применяются CAD/CAM системы, автоматизированного, сквозного проектирования. Система проектирования пресс-форм Mold-Works для SolidWorks предназначена для автоматизации труда конструктора и выполнения задач автоматизированной компоновки прессформ. Проверка прессформы на "проливаемость" проводиться на компьютере с помощью Mold -flow анализа. Первый этап крайне важен для определения необходимого объема работ на втором этапе изготовления пресс-формы, так как определяется необходимый набор серийных и специальных изделий, необходимых для изготовления прессформы.
2. Производство пресс-формы. Второй этап изготовления пресс-формы включает конструирование (заказ серийных частей, обработка заготовок, производство специальных элементов пресс-формы), прототипирование, и непосредственно сборка пресс-формы. Конструктивные комплектующие специальных комплектующих пресс-формы. Пресс-форма состоит из большого количества частей, которые должны точно сопрягаться между собой. Комплектующие пресс-форм разделяют на нормализованные и специальные. Конструкция нормализованных комплектующих пресс-формы, будет быть установлена заранее, независимо от конструктивных особенностей отливаемых изделий в пресс-форме. Любая пресс-форма на 50-95% состоит из серийных по номенклатуре и весу комплектующих (нормалей). Эти комплектующие по цене составляют от 10 до 60% от ее полной стоимости. Колебания процентов зависят как от конструкции пресс-формы, геометрии изделия и требований инструментального изготовления, так и от уровня подготовленности конструктора (конструкторской компании) прессформы, его желания и возможности применить соответствующие стандартные комплектующие. Решение одной и той же технической задачи при разработке пресс-формы практически всегда конструктивно инвариантно по гнездности, по литниковой системе, по системе выталкивания и т.д. К нормализованным деталям пресс-формы относят:
- верхние и нижние плиты пресс-формы;
- простые плиты, механически обработанные со всех сторон, соответствующие для изготовления, пуансонов, матриц и формующих плит, требующих большой объем выборки;
- комплектующие для прессформ (направляющие втулки и колонки, центрующие комплектующие, фиксаторы, вставки в т.ч. с календарями, пружины и т.д.);
- толкатели и комплектующие для извлечения комплектующих из формы: комплектующие извлечения из формы; хвостовики двойного хода; толкатели от Ø1мм х 200мм, трубчатые толкатели с толщиной стенки от 0,75мм; щелевые от 0,8 мм. Подшипники, шестерни;
- литниковая система, горяче-канальная технология (литниковые втулки, горяче-канальные инжекторы (сопла), в т.ч. инжекторы многоточечного впрыска, горяче-канальные коллекторы, фильтры);
- техника автоматического управления - Тэны, разъемы, приборы и датчики контроля, переносные измерительные приборы;
- система понижения температуры -Штуцера в т. ч. из нерж. стали, муфты, спиральные вставки для пуансонов, прокладки, шланги;
- инструменты и дополнительное оборудование, химия - Специальные инструменты и приспособления, смазочные комплектующие, конические сверла, графит для электродов, готовые вставки из графита.
К специальным деталям пресс-формы относят вставные матрицы, пуансоны, гладкие знаки, резьбовые знаки, кольца и т.п. Наиболее ответственными деталями пресс-формы, с точки зрения возникающих в них напряжений, являются загрузочные камеры, вставные матрицы и обоймы пресс-формы. Производством специальных комплектующих занимается специализированное инструментальное производство, как правило, компания, в которой непосредственно заказывается пресс-форма. Матрица - наиболее трудоемкая деталь пресс-формы. Оформляющие гнезда пресс-формы должны в точности соответствовать конфигурации отливаемых пластмассовых изделий. Пуансоны применяют для оформления наружного или внутреннего контура отливаемого пластмассового изделия в пресс-форме. Гладкие знаки применяют для оформления отверстий в отливаемых изделиях из пластика. Гладкие знаки могут являться одновременно выталкивателями. Резьбовые знаки и кольца предназначены для оформления, соответственно, внутренней и наружной резьбы в отливаемых изделиях из пластика. Выталкиватели предназначены для удаления пластмассового изделия из оформляющего гнезда пресс-формы. Таким образом, пресс-форма имеет следующую структуру: пакет плит, систему центрирования; систему питания (литниковая система); систему выталкивания; систему понижения температуры; систему формующих комплектующих. Кроме системы формующих все остальные комплектующие могут быть стандартными или могут дорабатываться из серийных деталей, поставляемых как заготовки.
2.1 Литниковая система прессформы. Литниковая система прессформы будет быть трех видов: холодноканальная, горяче-канальная и комбинированная. Наиболее простой и дешевый вариант литниковой системы прессформы - холодноканальная. Для одногнездной прессформы с ходом расплава в деталь через центральный литник она состоит только из литниковой втулки. Преимущества: простота и дешевизна. Недостатки: весь литник уходит в отход (повышенный расход материала); время цикла зависит от времени понижения температуры литника, а не от самой комплектующие; необходимость вручную удалять литник от изделия, хранить его и вторично перерабатывать. После удаления литника место впуска, как правило, подлежит дополнительной зачистке. Для повышения производительности ТПА, уменьшения отходов и поддержания необходимой температуры переработки расплава применяют горяче-канальные литниковые системы (ГКС). Конструктивно простейшая ГКС состоит только из одного обогреваемого сопла (nozzle) с одной или двумя зонами нагрева, в то время как универсальная ГКС состоит из обогреваемого коллектора (manifold), к которому подходят одно или несколько сопел. Для управления работой нагревателей ГКС прессформы необходимо иметь терморегулятор с количеством зон регулирования, равным числу термопар в системе. Производство холодноканальной системы производится силами компании осуществляющей производство специальных элементов прессформы и осуществляющей сборку прессформы. Производство горячеканальной системы - дорогостоящее занятие, и на данный момент в мире сложилась ситуация, когда существую определенные компании, производящие горяче-канальные комплектующие и поставляющие их сборочным производствам, так как небольшим производствам пресс-форм нерентабельно иметь собственные мощности для изготовления горячеканальных систем. Как правило, производство горячеканальных систем на указанных предприятиях сопряжено с производством термоконтроллеров к ним.
2.2 Комплектующие системы понижения температуры. Цикл изделия более чем на 50% состоит из времени понижения температуры изделия. Для создания надежной в работе системы охлаждения пресс-формы, технологичной в изготовлении и ремонтопригодной при эксплуатации, предлагаются разнообразные стандартные комплектующие: быстросъемные соединения, переливы, фонтанирующие трубки, турбулизаторы, тепловые трубки, теплоотводящие знаки, уплотнительные кольца, заглушки и пробки. Подключение системы понижения температуры пресс-формы к шлангам источника хладагента (термостат, охладитель, оборотная цеховая магистраль) рекомендуется проводить быстросъемными соединениями, состоящими из ниппеля и муфты.
2.3 Обработка пресс-формы. Основная часть обработки элементов пресс-формы проводится на фрезерных станках с ЧПУ и электроэрозионных станках. Технология обработки предполагает три стадии механической обработки и три - термообработки: Отжиг необходим любой заготовке для снятия остаточных напряжений; При черновой обработке снимается основное количество материала, припуски на рабочие поверхности - 0.5-2 мм. Нормализация (отжиг) необходима для снятия основных напряжений в заготовке, это уменьшает риск больших поводок при закалке. Получистовая обработка проводится с припуском 0.3-0.1 мм. В процессе этой обработки делается максимально возможная выборка по некаленому материалу и готовится поверхность для окончательной чистовой обработки. Закалка - это очень ответственный момент всей технологии. Если не допущены грубые ошибки в технологии, то закалка не выходит за пределы разумного риска. Этот этап обработки особенно важен, так как именно в этот момент выполняются все точные обработки. Для достижения необходимой точности обработки часто требуется специальный дорогостоящий инструмент, оправки и приспособления, все работы проводятся импортным высококачественным инструментом. Полировка, подгонка и сборка. Это работа слесаря-инструментальщика. Для каждой конкретной прессформы содержание этой работы будет быть различным, именно здесь обнаруживаются и исправляются все ошибки. Иногда сборка и испытание прессформы вызывает неожиданные проблемы, что увеличивает сроки изготовления. Хромирование необходимо для получения высокой поверхностной твердости комплектующих пресс-формы, подвергающихся повышенному износу. Матрица имеющая твердость 44-46 HRc имеет гарантированный ресурс работы 600-700 тыс. циклов. Срок службы хромированной формообразующей пресс-формы значительно выше. Описанные этапы изготовления пресс-формы в общих чертах раскрывают технологию и позволяют заказчику сопоставить цену работы и её содержание.
3. Доводка и испытание пресс-формы. На третьем этапе осуществляется доводка пресс-формы до изготовления изделия требуемого качества и с заданным временем производственного цикла. Получение пресс-формы заданного качества - основная цель всех описанных выше процессов, и если пресс-форма в рабочих условиях не показывает заданных результатов, необходимо искать ошибки на первых двух этапах. От качества изготовления пресс-формы напрямую зависит длительность доводки пресс-формы - чем тщательней выполнена работа, чем меньшее время потребуется на ее доводку. Испытание пресс-формы проводится в условиях, приближенных к реальным условиям эксплуатации пресс-формы. Важнейшей частью этого процесса является оборудование, на котором осуществляется испытание пресс-форм - термопластавтоматы - в идеале, установленное для испытания пресс-формы оборудование должно соответствовать оборудованию, на котором будет осуществлять производство пластиковых изделий.
Применяемые материалы
Для формообразующих деталей форм применяют цементируемые, азотируемые, объемно заливаемые и никель кобальтовые стали.
Цементируемые стали обладают высокими поверхностной твердостью и износостойкостью, однако тонкие детали, толщиной меньше 4 мм прокаливаются насквозь, поэтому обладают значительной хрупкостью, что приводит к сколам и трещинам формующих вставок. Особое преимущество цементируемых сталей заключается в том, что, имея высокую поверхностную твердость и вязкую прочную сердцевину, они обладают высокой стойкостью к воздействию ударных нагрузок. В связи с этим цементируемые стали можно применять в условиях, при которых объемно закаливаемые стали разрушаются.
Другое важное преимущество цементируемых сталей – пониженная деформация по сравнению с инструментальными углеродистыми сталями. Вследствие этого они допускают минимальные припуски (0,05-0,15 мм) на доработку после термообработки, однако предъявляют высокие требования к технологии термической обработки. Толщину цементированного слоя выбирают от 0,6 до 1,2 мм (меньшие значения для тонких ребер и выступов). Во избежание сквозной прокаливаемости и, как следствие, образования сколов не рекомендуется изготавливать из этих сталей формообразующие детали (ФОД) с ребрами толщиной менее 4 мм. Из этого класса наиболее часто применяют сталь 10 или сталь 20.
Азотируемые стали отличаются тем, что без последующей термообработки имеют весьма высокую твердость поверхностного слоя. Изготовленные из этих сталей детали почти не деформируются. В отличие от процессов цементации, азотированию подвергают ФОД, прошедшие термообработку улучшением (закалка с высоким отпуском) и детали, доведенные до окончательных размеров. Рекомендованная глубина азотируемого слоя 0,15-0,20 мм. Применяемые стали – 5ХГМ, 4ХМФС, 4Х5МФС.
Объемно закаливаемые стали имеют высокую твердость и, как следствие, хорошую износостойкость, хорошо полируются и обрабатываются электроэрозионным методом. Однако они имеют пониженную вязкость, более склонны к деформациям, короблению и образованию трещин по сравнению с цементируемыми или улучшенными сталями, поэтому их в основном используют для изготовления формующих элементов (ФОД) простой формы и небольших размеров. Наиболее широко применяемые стали: У8А (ГОСТ 1435-74 – СТ СЭВ 2883-М), Х12М, 4Х5МФС.
Для изготовления крупногабаритных ФОД сложной конфигурации с высокой износостойкостью применяют стали Х12Ф1, Х12М (ГОСТ 5950-73), отличающееся высокой прокаливаемостью (на глубину более 200-300 мм) и воспринимающие закалку не только в масле, но и на воздухе, претерпевая при этом минимальные объемные изменения. Сталь Х12Ф1 несколько превосходит сталь Х12М по пластичности и вязкости, но немного уступает ей по твердости.
Обычно ФОД хромируют для повышения износостойкости и коррозионной стойкости. Если срок службы лимитируется качеством и толщиной хромового покрытия, то применяют коррозионностойкие стали 12Х13, 20Х13, ЗОХ13, 40Х13, 4Х13, 95Х18 (ГОСТ 5632-72).
В большинстве случаев это необходимо при переработке химически агрессивных пластмасс, оказывающих коррозионное воздействие па ФОД, а также при необходимости получения сложных рельефов с узкими пазами, когда невозможно получить равномерное, защитное хромовое покрытие.
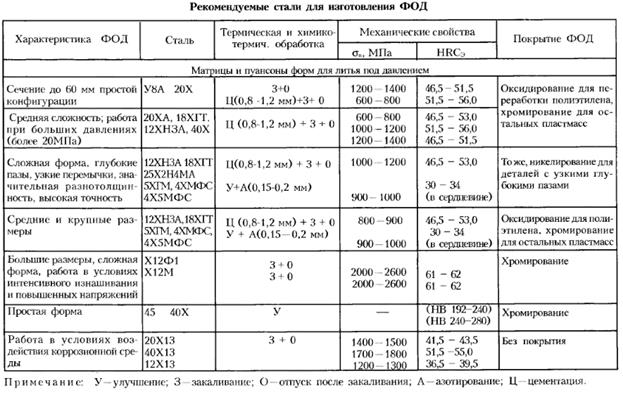
В ряде случаев для упрощения и удешевления изготовления средне- и крупногабаритных форм, особенно в мелкосерийном производстве, используют улучшенные металлы, сталь 45, 40Х, 5ХГМ, 4ХМФС, 4Х5МФС. Заготовки, изготовленные из этих сталей можно обрабатывать, т.к. окончательная термическая обработка позволяет полностью исключать изменения размеров и формы (коробление), возникающие при термической обработке готовых ФОД. Недостатки этих сталей – меньшие износостойкость, прочность и низкая полируемость. Однако в крупно серийном и массовом производстве эти недостатки можно уменьшить азотированием и хромированием. В табл. 1 даны рекомендации по применению сталей для изготовления форм.
Некоторые особенности имеются при выборе материалов для ФОД, получаемых методами холодного и полугорячего выдавливания и электроэрозионной обработки. Наряду с традиционным методом механической обработки все более широко применяют для изготовления стальных формообразующих деталей форм методы холодного и горячего выдавливания и электроэрозионную обработку. Для правильного выбора стали необходимо знать основные особенности этих методов.
Холодное выдавливание - метод обработки давлением, в результате которого пластическим деформированием без предварительного нагрева заготовкам мастер-пуансоном под прессом придают заданную форму. Метод позволяет получать матрицы высокой точности (в пределах 9 -11 го квалитета) и малой шероховатости (до Rа = 0,1 мкм).
Полугорячее выдавливание (ПГВ) отличается от холодного выдавливания тем, что деформируемую заготовку предварительно нагревают до температуры в интервале между нижней критической и температурой рекристаллизации. Скорость деформирования, в этом случае высокая, около 2…8 мм/с. Метод ПГВ позволяет получать глубокие и точные полости формообразующих деталей из трудно деформируемых сталей (40Х, 12ХНЗЛ, 12Х13, 20Х13, 40Х13, Х12М, Х12Ф1, 4Х5МФС, У8А и др.). Стойкость ФОД при этом по сравнению с холодным выдавливанием повышается в
1,5 - 2 раза. Максимально допустимая относительная глубина выдавливания, δ = 1.0... 1,2.
Метод электроэрозионной обработки позволяет изготавливать ФОД из любых сталей, особенно предпочтителен при обработке высокопрочных, труднообрабатываемых сталей и допускает при необходимости обрабатывать предварительно закаленные до высокой твердости заготовки, обеспечивая получение деталей с высокой точностью без деформаций и коробления.
Таблица 1
Никель-кобальтовые сплавы (материалы) предназначены для изготовления ФОД методом гальваноплавки. Этот метод позволяет достичь 7…9-го квалитета точности при шероховатости Ra 0,2…0,05 мкм и исключить дополнительную механическую доработку формообразующих поверхностей, термообработку и хромирование. Получаемая твердость поверхности HRCэ 51 – 53. К недостаткам метода следует отнести большую продолжительность процесса осаждения (5 - 15 суток), высокую стоимость солей никеля и кобальта, недостаточную механическую прочность из-за мягкого каркасного слоя металла (медь). В связи с этим изготовленные таким методом ФОД применяют в основном при литье термопластов, когда получение формообразующих деталей другим методом невозможно или неэффективно. Примерами таких ФОД могут служить матрицы для изготовления тонких длинных изделий, таких как корпус авторучки, гильзы, т.е. изделий со сложным рельефом, когда необходима полная имитация структуры дерева, кожи, чего невозможно достичь другими методами. Таким методом получают формующие полости для литья косозубых, конических, особенно мелкомодульных шестеренок, шкалы с углубленными буквами, изделий с криволинейными поверхностями типа лопасти вентиляторов.






