Литниковая система. Общие положения
Литниковая система принимает подаваемый из материального цилиндра литьевой машины расплав полимерного материала и направляет его в формующую полость литьевой формы. Конфигурация литниковой системы, ее размеры и тип соединения с отливаемой деталью влияют на процесс заполнения литьевой формы и, следовательно, в большой степени на качество отливки. Конструкция литниковой системы, которая обеспечивает хорошие экономические показатели (быстрое затвердевание и короткий цикл), не всегда обеспечивают соответствие требованиям к качеству, особенно для деталей технического назначения.
Литниковая ситсемы обычно состоит из нескольких конструктивных элементов. На рис. 13 показана литниковая системы многогнездных форм, в состав которой входят:
- центральный литниковый канал, по которому расплав из материального цилиндра поступает в форму;
- разводящий канал, ответвляющийся от основного в сторону оформляющего гнезда;
- впускной канал, по которому расплав непосредственно поступает в оформляющую полость.
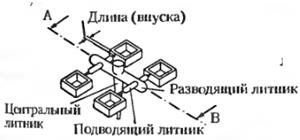
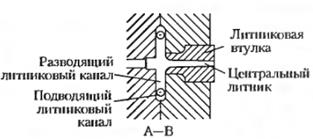
Рис. 13. Литниковая система
Литниковая втулка принимает расплав из сопла узла впрыска литьевой машины. Одногнездные литьевые формы часто имеют только центральный литник. В многогнездных формах расплав поступает из литниковой втулки в разводящие литниковые каналы. Последние связаны с формующими полостями через впускные литники.
Впускной литниковый канал является зоной с узким поперечным сечением, в которой поток сужается. Этим преследуется четыре цели:
- легко и чисто отделить деталь от застывшей литниковой системы;
- задержать застывший наружный слой полимерного материала, который образуется на холодных стенках канала (во избежание появления дефектов на поверхности отливки);
- подогреть расплав перед впуском в формующую полость за счет усилия сдвига;
- благодаря тому, что поперечное сечение отверстия впускного литника легко изменить, литниковая система может быть настроена таким образом, чтобы расплав поступал во все полости одновременно и в одном и том же состоянии, то есть провести балансировку.
Типы литниковых каналов
В зависимости от способа регулировки температуры литниковые каналы могут подразделяться на:
1. Стандартные литниковые системы.
Изготавливают непосредственно в формообразующих плитах литьевой формы, образующих главную линию разъема. Их температурой является температура формы. Расплав, остающийся в канале, застывает, и его приходится извлекать из формы вместе с отлитой деталью после каждого цикла литья. Если в случае с термопластами застывший материал можно повторно гранулировать и снова пускать в переработку, то реактопласты такой возможности, как правило, не дают, пути использовании застывшего в литниковых каналах материала весьма ограничены.
2. Горячеканальные литниковые системы (ГКС).
Горячие каналы можно представить как блок удлиненных сопел. Тепловые барьеры отделяют его от холодной литьевой формы. В состав блока входят литниковая втулка, коллектор с разводящими каналами и сопла, выполняющие функции впускных литников. Температура блока находится а области плавления термопластов. Горячие каналы дают следующие преимущества:
- потери расплава отсутствуют, отсюда меньшие энергетические и операционные затраты;
- облегчается полная автоматизация процесса;
- повышается качество, так как расположение места впуска расплава в формующую полость оптимизируется.
Недостатки:
- повышение стоимости литьевой формы;
- риск остановок машины из-за термической деструкции материала с низкой термостойкостью;
- термическая изоляция коллектора горячих каналов затруднительна.
3. Холодноканальные литниковые системы.
Холодные каналы применяются для реактопластов и каучуков. В отличие от ГКС температура которой находится в районе 160 – 280 ºС, холодные каналы должны находиться в диапазоне 80 – 120 ºС, чтобы материал не отверждался («сшивался») в канале преждевременно. Преимущества здесь те же, что и для термопластичных материалов, но имеются дополнительные трудности:
- прилагаемое к холодным каналам давление очень велико; конструкция ввиду этого становится дорогостоящей;
- малейшие температурные различия приводят к значительной разнице в вязкости; практически невозможно обеспечить впуск расплава «в одном и том же состоянии во все формующие полости одновременно».
Для удовлетворения этого условия созданы специальные марки каучуков и эластомеров; для получения отливок из реактопластов холодноканальная система практически не применяется.
Требования предъявляемые к литниковой системе
Конфигурация литниковой системы определяется множеством факторов, которые в основном зависят от формы и размеров отливки и свойств используемого полимерного материала (рис. 14).
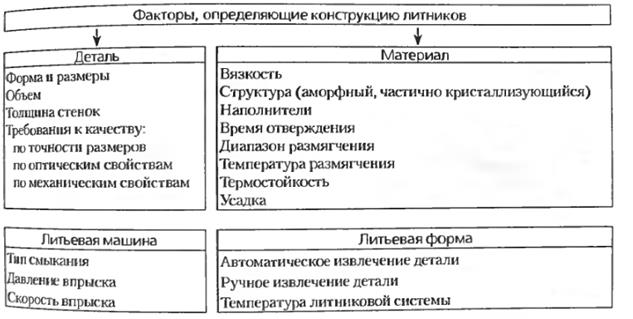
Рис. 14. Факторы, определяющие конструкцию литниковой системы
Требования, связанные с качеством и себестоимостью продукции, следующие:
1. Заполнение формующей полости с минимумом линий спая.
2. Как можно меньше гидравлическое сопротивление
3. Минимальный вклад в вес отливки.
4. Простота извлечения из литьевой формы.
5. Отсутствие влияние на внешний вид изделия.
6. Минимальная технически допустимая протяженность для сокращения потерь давления, температуры и материала.
7. Поперечное сечение достаточно велико, чтобы время охлаждения литника было равно (или чуть больше) времени отверждения детали. Только в этом случае подпитка будет эффективна.
8. Литниковая система не должна или почти не должна влиять на время цикла.
9. Расположение впускного литника на самой толстой части детали.
10. Размещение или конструкция впускного литника, не допускающая струйного течения расплава.






