Цель занятия: получить практические навыки расчета погрешностей обработки, обусловленных упругими деформациями технологической системы.
Порядок проведения занятия:
1. Изучить теоретическую часть работы.
2. Рассчитать погрешность обработки консольной заготовки, закрепленной в патроне.
3. Сделать соответствующие выводы.
Краткие теоретические сведения
Упругие деформации инструмента и заготовки под действием силы резания влияют на точность размеров, формы и взаимное расположение поверхностей.
Если известна жесткость и сила резания, то можно найти максимальные и минимальные упругие деформации Ymах и Ymin, затем на основании известных Ymах, Ymin вычислить погрешности обработки.
Максимальные и минимальные упругие деформации технологической системы определяются:

где – максимальная упругая деформация технологической системы;
– минимальная упругая деформация технологической системы;
Yc – упругая деформация станка;
Yпб – упругая деформация передней бабки;
Yзаг – упругая деформация заготовки;
Максимальная погрешность формы продольного сечения готовой детали, обусловленная упругими деформациями технологической системы:
Разброс диаметральных размеров по длине l обработанной поверхности:
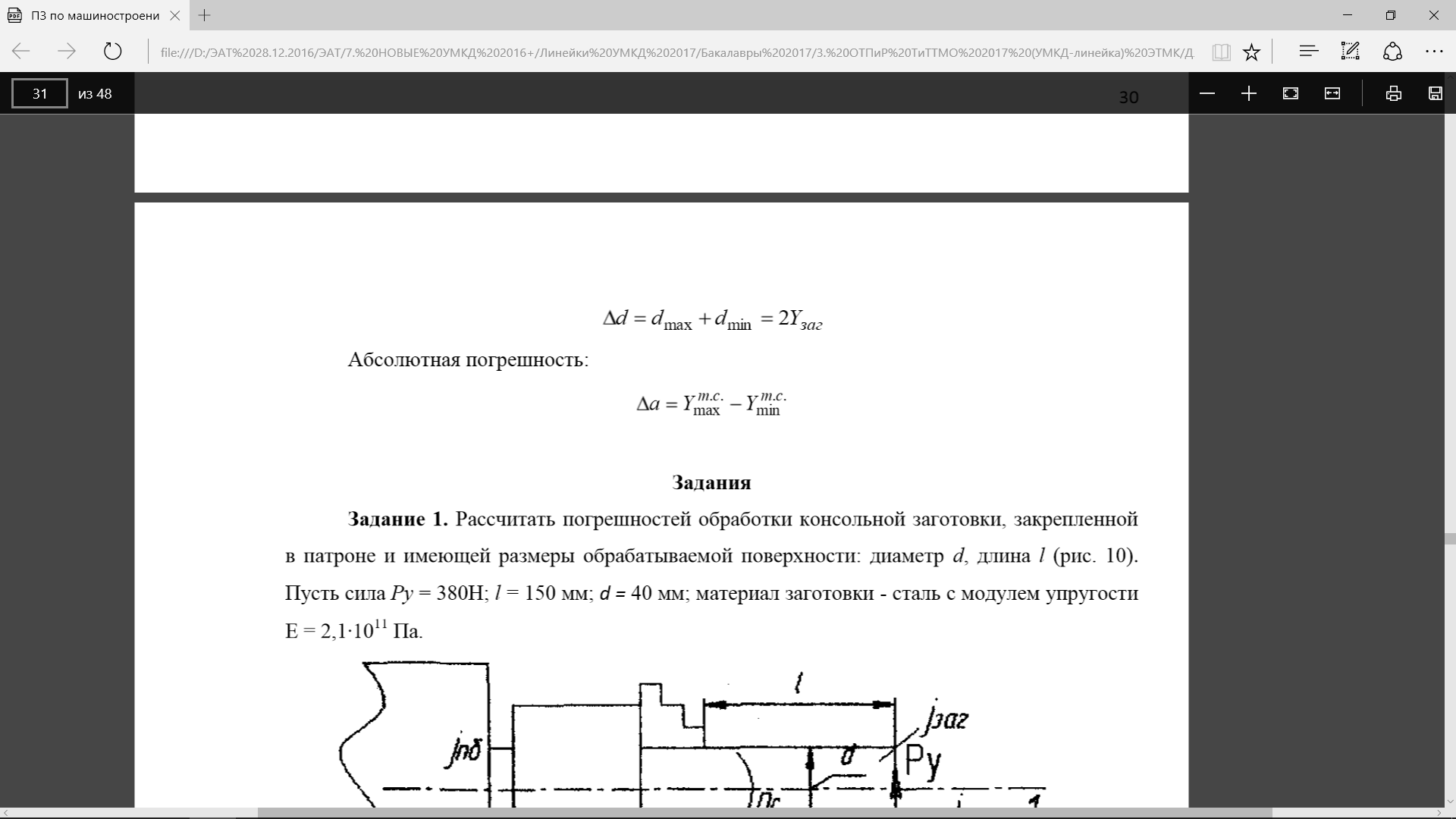
Абсолютная погрешность:
Пример задания
Задание 1. Рассчитать погрешностей обработки консольной заготовки, закрепленной в патроне и имеющей размеры обрабатываемой поверхности: диаметр d, длина l (рис. 6.1).
Пусть сила Ру = 380Н; l = 150 мм; d = 40 мм; материал заготовки - сталь с модулем упругости Е = 2,1·1011 Па.

Рисунок 6.1 – Схема токарной обработки консольной заготовки:
1 – инструмент; 2 – заготовка; 3 – передняя бабка; 4 – суппорт
Задание 2. Определить погрешность вала, установленного в центрах, после обтачивания по наружному диаметру (рис. 6.2), если Py=450 Н, l = 450 мм, Е = 2,1·1011 Па, d = 520 мм, жесткость передней бабки jп.б. = 75 Н/мкм, жесткость задней бабки jз.б. = 25 Н/мкм.

Рисунок 6.2 – Схема токарной обработки вала в центрах:
1 – вал, 2, 3 – передний и задний центры
Содержание отчета
1. цель занятия
2. краткие теоретические сведения;
3. задание;
4. расчет погрешностей обработки консольной заготовки, закрепленной в патроне;
5. расчет погрешности вала, установленного в центрах;
6. выводы.
Контрольные вопросы
1. Что представляет собой жесткость технологической системы в целом и жесткость ее составных элементов?
2. Назовите виды жесткости, приведите формулы для ее определения и единицы измерения.
3. Постройте график жесткости и укажите, какую информацию он несет и где она может быть использована?
4. Охарактеризуйте жесткость заготовки, приведите формулы для различных схем установки заготовки в приспособление.
5. Как определить жесткость технологической системы, если известны жесткости ее элементов в процессе одноинструментной токарной обработки вала в центрах?
6. Как рассчитывается погрешность обработки (абсолютную и относительную), вызванную упругими деформациями элементов технологической системы при точении на токарном станке консольно закрепленной заготовки.
7. Как рассчитывается погрешность обработки из-за упругих деформаций вала при обтачивании его в центрах.
ЗАНЯТИЕ № 7






