Основные технико-экономические показатели, характеризующие эффективность использования различных способов контактной сварки - трудоемкость (производительность), металлоемкость сварных узлов, затраты электроэнергии, электродные и другие вспомогательные материалы, себестоимость.
Количество рабочих мест и оборудования на каждую операцию определяется из следующего выражения:
Ор = П*Т/ρ*Фд. р.,
Ор = (50000*3) /2*1800) = 4,1
где Ор - расчетное количество оборудования или рабочих мест, шт.;
П - годовая программа выпуска, шт. (Можно принять П = 1000 шт.);
Т - трудоемкость на изделие, чел/час;
ρ - количество рабочих, одновременно работающих на данном оборудовании или рабочем месте (плотность рабочего места), чел.;
Фд. р - действительный годовой фонд времени оборудования или рабочих мест, час. (Принимается Фд. р = 1800 час.)
Плотность рабочего места оснастки и приспособлений (стапелей) принимаем из таблицы 8.1.
Таблица 8. Плотность рабочего места []
| Длина свариваемого изделия, м
| Плотность рабочего места, ρ, чел.
|
| 1…3
|
|
| 5…7
| 3…4
|
| 8…10
| 4…6
|
| 10…12
| 8…10
|
Трудоемкость сварочных работ на одно изделие (норма времени) определяется из выражения:
Т = Кt * L/V, час
Т = 2*12*1,5/60 = 0,6 час
где Кt - коэффициент, учитывающий подготовительно - заключительное время, вспомогательное время, время обслуживания рабочего места, время перерывов на отдых. Для контактной шовной сварки Кt = 2;
L - условная общая протяженность сварного шовного шва, м
V - скорость сварки, м/час. Для сварки на жестких режимах низкоуглеродистых сталей V = 600 м/час, при сварке на мягких режимах легированных сталей и сплавов на основе алюминия, магния, титана V = 60 м/час.
9. Разработка планировки участка цеха
Под рабочим местом понимается зона, оснащенная необходимыми техническими средствами, в которой совершается трудовая деятельность исполнителя.
Рабочее место является первичным звеном производства и представляет собой производственную систему с точно определенными входами и выходами. Входами системы являются: детали подлежащие сварке, и приспособления; а выходами - сварочные узлы, сборочные единицы в таре и без нее и приспособления. Рациональная организация рабочего места - это система мероприятий по его оснащению средствами и предметами труда и их размещение в определенном порядке.
От степени оснащения организации рабочих мест в значительной мере зависит производительность труда, количество продукции и общая культура производства.
Рабочее место должно быть оснащено необходимыми средствами и устройствами: сварочным оборудованием, технологической оснасткой, организационной оснасткой, установками и устройствами, обеспечивающими благоприятными условиями трудовой деятельности; подъемно - транспортным оборудованием, устройствами и средствами информации и связи.
Основным параметром рабочего места контактной сварки является высота электродов (места сварки) от пола. Она зависит от роста сварщика, размеров свариваемых деталей.
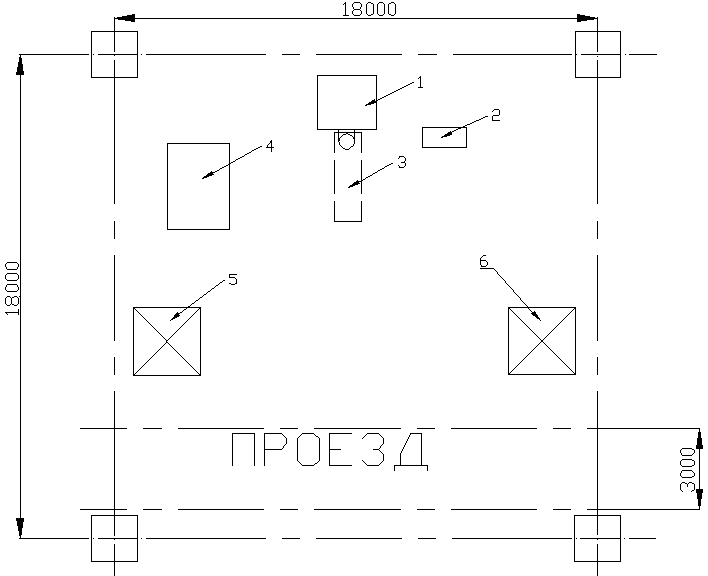
1 - Сварочная установка ТТ - 84; 2 - Блок управления; 3 - Шкаф управления; 4 - Приспособление; 5 - Стол слесарный; 6 - Стеллаж для складирования заготовок; 7 - Стеллаж для складирования сваренных изделий.
Планировка элементов производства выполняется в каждом пролете в соответствии с последовательностью работ указанных в разработанном технологическом процессе изготовления изделия, согласна расчетному количеству рабочих мест. Допускаются различные варианты взаимного расположения рабочих мест, поэтому в целях уменьшения лишней работы по вычерчиванию большого количества вариантов, техника планировки сводится к следующему: сначала в принятом масштабе на миллиметровке вычерчивают габариты рабочего места и оборудования, затем эти габариты, аккуратно вырезают и рационально размещают на плане в пролете цеха, с соблюдением всех необходимых расстояний между ними. После нескольких попыток размещения оборудования и рабочего места находят наиболее удачный вариант планировки и вычерчивают в пролете цеха. Одновременно с этим около рабочего места показывают размещение рабочего.
Охрана труда на рабочем месте
При установке, монтаже и эксплуатации контактных сварочных машин должны соблюдаться все нормы и правила, необходимые для безопасной работы сварщика и наладчика. При невыполнении этих правил возможны различные случаи травматизма: поражение электрическим током; повреждения рук механизмами сжатия и зажимными устройствами; поражение органов дыхания газами, парами и пылью; ожоги брызгами металла и нагретыми деталями; ушибы тяжелыми деталями и порезы острыми краями металла.
Сварочный контур машины не опасен в смысле возможности поражения электрическим током, так как напряжение на концах вторичного витка трансформатора не превышает 36 в. Такое напряжение недостаточно для того, чтобы через тело человека прошел опасный ток, величина которого превышает 0,1 а. Ток, который может вызвать травму, появляется в сварочном контуре только при повреждении (пробое) первичной обмотки, когда вторичный виток или корпус машины (электрически соединенный со сварочным контуром) оказываются под напряжением питающей сети (127, 220, 380 в).
Для исключения поражения электрическим током сварщику и наладчику необходимо выполнять следующие правила:
1) систематически проверять надежность заземления станины и одного конца вторичного витка сварочного трансформатора;
2) не допускать попадания воды, масла, грязи, пыли и металлических предметов на обмотки трансформатора и вспомогательных электрических устройств;
3) запрещается производить проверку, наладку и ремонт электрических устройств, находящихся под напряжением питающей сети; эти работы выполняет только цеховой электрик;
4) ступени мощности переключать только при отключенной сети; запрещается открывать дверки машины при включенном напряжении;
5) следить за тем, чтобы изоляция питающих проводов и рукояток переключателя не была повреждена;
6) пользоваться резиновым ковриком или сухой деревянной решеткой, находящимися перед машиной;
7) ключи от регулятора времени и прерывателя должны находиться у наладчика или цехового электрика.
Следует помнить, что в шовных машинах, а также в стыковых с моторным приводом особую опасность представляют электродвигатели, питающиеся от сети с напряжением 220 или 380 в, поэтому их необходимо тщательно защищать от попадания воды, масла и брызг расплавленного металла.
Усилие сжатия электродов точечных и шовных машин достигает большой величины (несколько сот килограммов, а иногда и несколько тонн). Значительные усилия развивают и зажимные механизмы стыковых машин. При случайном нажатии кнопки или педали рука сварщика или наладчика может быть зажата между электродами, что вызовет тяжелую травму. Особую опасность представляют пневматические и гидравлические механизмы сжатия.
Для предотвращения повреждения рук при работе на контактных машинах сварщику и наладчику необходимо выполнять следующие правила:
1) следить за исправностью механизмов сжатия и зажимных устройств, не допускать самопроизвольного их срабатывания;
2) выполнять зачистку, заправку и смену электродов только при выключенной машине;
3) не смазывать части машины на ходу;
4) не допускать присутствия посторонних лиц около машины во время работы;
5) своевременно устранять утечки сжатого воздуха и масла из пневматической и гидравлической систем;
6) при остановке машины на продолжительное время перекрывать воздушный вентиль.
При точечной и шовной сварке хорошо очищенных стальных деталей в окружающую атмосферу не выделяются какие-либо вредные пары или газы. При сварке на правильно подобранном режиме также нет опасности загрязнения воздуха металлической пылью. Поэтому устройств местных отсосов воздуха, как правило, не требуется.
Однако на сварку часто подаются детали из горячекатаной стали, арматурный пруток, а также штампованные детали, на поверхности которых имеются масло и эмульсия. Точечная и шовная сварка применяются и для соединения деталей из стали с антикоррозионными покрытиями (свинцом, оловом, цинком и др.) и из цветных металлов. При сварке таких деталей выделяются пары и пыль, имеющие токсические свойства.
Стыковая сварка оплавлением неизбежно сопровождается интенсивным искрообразова-нием, а следовательно, выделением металлической пыли. В этих условиях всегда требуются устройства местных воздухоотсосов или увеличение мощности общей приточно-вытяжной вентиляции.
Интенсивное искрообразование при стыковой сварке оплавлением особенно опасно при сварке деталей большого сечения. Брызги расплавленного металла могут вызвать ожог рук, лица, глаз или прожечь одежду сварщика.
Точечная сварка плохо очищенного металла или сварка на неправильно настроенной машине при сильно изношенных электродах сопровождается большим количеством выплесков, т. е. выбрасыванием частиц расплавленного металла. Это явление также может быть причиной местных ожогов. Температура нагрева места сварки детали настолько высока, что при снятии ее с машины сварщик может получить ожоги рук. При шовной сварке ожог может произойти во время прикосновения к неостывшему шву, а также от горячей воды, стекающей в поддон с охлаждаемого изделия.
Для предупреждения получения ожогов сварщик должен пользоваться рукавицами и специальным инструментом (клещами или щипцами) при снятии горячих деталей. От ожогов глаз брызгами металла применяются защитные очки с простыми прозрачными стеклами. В комплект спецодежды должен входить брезентовый, кожаный или дерматиновый фартук — не промасленный и не пропитанный горючими жидкостями. При сварке оплавлением на стыковой машине должен быть предохранительный щиток из прозрачного материала, который откидывается при установке деталей и снятии сваренного изделия.
Ушибы тяжелыми деталями или порезы острыми краями их возможны в той же степени, как и при работе на любом металлообрабатывающем станке. Необходимо учитывать, что при сварке сложных крупногабаритных узлов некоторой опасности подвергаются рабочие, выполняющие операции на рядом расположенных станках. Поэтому соседние машины должны быть разделены ограждениями или достаточно широкими проходами. Для складирования и перемещения крупногабаритных изделий и деталей должны быть предусмотрены специальные устройства.
Все сварщики и наладчики контактных машин должны обязательно пройти инструктаж по технике безопасности, охватывающий как общие условия работы на данном предприятии (в цехе), так и условия эксплуатации современных контактных машин.
Выводы
1. Сильфон является частью вакуумного аппарата. Условия эксплуатации накладывают жесткие прочностные требования. Материал, из которого будет изготовляться данное изделие должен обладать высокой коррозионной стойкостью, прочностью, вибростойкостью, должен выдерживать ударные нагрузки и хорошо свариваются.
2. Сталь 12Х18Н10Т хорошо сваривается методом контактной шовной сварки. Одна из основных трудностей при сварке данной стали - предупреждение образования в швах и околошовной зоне горячих трещин. Предупреждение образования этих дефектов достигается Ограничением в основном и наплавленном металлах содержанием вредных и легирующих примесей, а так же газов - кислорода и водорода. Поэтому важным условием получения качественного сварного соединения является предварительная очистка поверхности.
3. В соответствии с расчетами основных параметров режима сварки и методическими данными выбрали тип сварочной машины и материал для электродов.
4. Руководствуясь особенностями конструкции изделия, подобрали сборочно-сварочное приспособление.
5. Также был произведен расчет технико-экономических показателей техпроцесса и разработана планировка участка цеха по изготовлению сильфона.
Список литературы
1. Технология и оборудование контактной сварки/ под ред. Орлова Б.Д. - М.: Машиностроение. 1986 г.[1]
2. http://revolution.allbest.ru/manufacture/d00246596.html[2]
3. http://www.drevniymir.ru/dug19.html[3]
4. ГОСТ 5632-72 «Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные»[4]
5. ГОСТ 5582-75 «Прокат листовой коррозионно- стойкий, жаростойкий и жаропрочный»[5]
6. Сварка и свариваемые материалы/ под ред. Макарова Э.Л. - М.: Металлургия, 1991 г.[6]
7. Сварка в машиностроении: Справочник в 4-х томах. / Редкол. Г.А. Николаев и др. - М.: Машиностроение, 1978…1979.[7]
8. http://www.shtorm-its.ru/tehnologiya-svarki-vyisokolegirovannyih-austenitnyih-staley-i-splavov[8]
9. Технологические основы сварки строении вакуумных машин. Фролов В.А. Москва 2002 год.[9]
10. Методические указания к курсовому проектированию. Редактор Меньшиков Г.А.[10]
11. http://forca.ru/spravka/vysokovoltnye-vyklyuchateli/fizicheskie-processy-v-dugogasitelnyh-ustroystvah-vakuumnyh-vyklyuchateley.html[11]
Приложение:
· Расчет статической деформации сильфона вакуумных выключателей среднего напряжения.
· Трехмерная модель свариваемого изделия
· Видеоматериалы процесса сварки






