

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Оснащения врачебно-сестринской бригады.
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Принцип бесцентрового шлифования. При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.

Методы бесцентрового шлифования
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
· а — продольное шлифование «на проход»
· б — врезное шлифование с поперечной подачей на всю ширину обработки
· в — шлифование до упора с продольной подачей и поперечной подачей на высоту круга

Схема бесцентрового шлифования
При всех способах бесцентрового шлифования обрабатываемая деталь 1 находится в контакте с опорным ножом 2, шлифовальным кругом 3 и ведущим кругом 4.
Обзор компоновок и конструкций
уть бесцентрового шлифования, при котором деталь, подвергаемая обработке, не фиксируется в зажимных приспособлениях, заключается в следующем: заготовка размещается между двумя вращающимися абразивными кругами, а нижняя ее часть опирается на специальный поддерживающий нож. Ось вращения детали, что важно, располагается несколько выше оси абразивных кругов. Один из них является ведущим, скорость его вращения составляет 10–50 м/мин, а за выполнение бесцентрового шлифования отвечает второй, вращающийся со значительно более высокой скоростью, составляющей 30–35 м/с. Таким образом, вращение обрабатываемой заготовке сообщается при помощи одного круга (ведущего), а сама обработка выполняется посредством второго, который вращается в 60–100 раз быстрее ведущего.
|
|
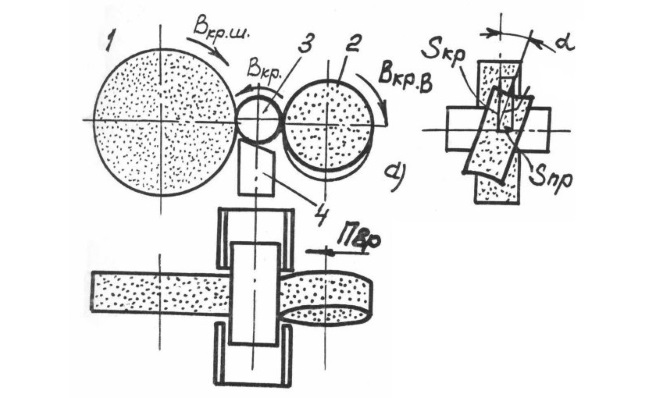
Схема бесцентрового шлифования: 1 – шлифующий круг; 2 – ведущий круг; 3 – заготовка; 4 – опора.
Наряду с оборудованием для шлифовки наружных поверхностей на современных предприятиях активно используются бесцентрошлифовальные станки для обработки отверстий в деталях, которые концентричны к их наружной поверхности.
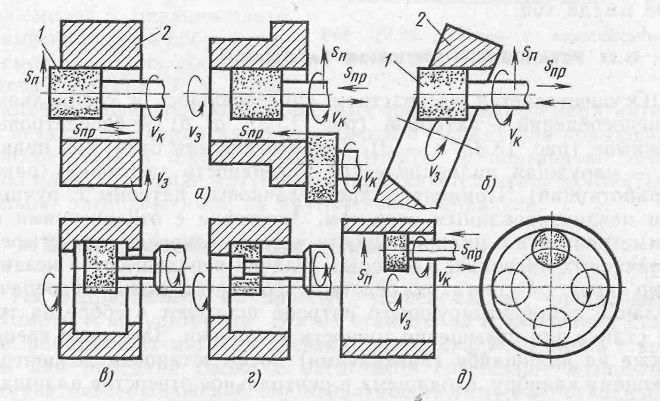
Схемы внутреннего круглого шлифования: с продольной подачей (а, б); с поперечной подачей (в, г); с планетарным ходом шлифовального круга (д)
При выполнении на станках бесцентрового шлифования внутренних отверстий деталь располагается и вращается между тремя роликами (ведущим, опорным и прижимным), а шлифовальный круг, закрепленный на вращающемся валу, вводится в обрабатываемое отверстие. Что характерно, вращение детали при использовании такой технологии совпадает с направлением вращения рабочего инструмента.
|
|
|

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!