Курсовой Проект
по дисциплине: «_ Технология машиностроения _»
на тему: «Разработка технологического процесса механической обработки детали Колесо вентилятора 1 ступени»
Выполнил: студент 4 курса
Группы ТРБО 01-13
Мокану Антон Андреевич
Проверил: доцент кафедры информационных технологий в машино- и приборостроении
Зуев Владимир Валерьевич
Москва 2016
 МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
Московский технологический университет
МГУПИ
МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
Московский технологический университет
МГУПИ
|
Институт Физико-технологический направление 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств
Кафедра информационных технологий в машино- и приборостроении
Дисциплина Технология машиностроения
задание на курсовой проект
Студент Мокану А.А.. шифр 130106ТИ группа ТРБО-01-13
Тема: Разработка технологического процесса механической обработки детали Колесо вентилятора 1 ступени, входящей в состав двигателя АИ-222-25 самолета Як-130. __________________________________________________
Срок предоставления работы к защите «»20 17 г.
Исходные данные для проектирования: Чертеж детали; годовой объем выпуска Nг=70 шт; стандарты ЕСКД, ЕСТД, ЕСТПП; справочники технолога; методические указания по выполнению курсового проекта; каталоги металлорежущих станков; другая литература 0
Содержание расчетно-пояснительной записки: введение, исходные данные для проектирования; служебное назначение детали; конструкторско-технологическая характеристика детали; режим такта выпуска, определение типа производства; анализ технологичности конструкции детали; выбор исходной заготовки и метода ее изготовления; выбор технологических баз; выбор типового техпроцесса и анализ базового варианта; разработка технологического процесса изготовления детали; разработка и формирование маршрута обработки детали; выбор технологического оборудования, заключение. ______________________________________________________
Перечень графического материала: чертеж детали и заготовки; карта эскизов маршрута обработки; карты эскизов наладок операций.
Руководитель проекта __________ _ Зуев В.В.
Задание принял к исполнению ___________ Мокану А. А.
Введение
Актуальность темы данного курсового проекта заключается в использовании новейшей технологии обработки деталей сложной конфигурации, на примере моноколеса. Выбранная деталь, колесо вентилятора 1 ступени, представляет собой диск с 19-ю лопатками, которые будут наплавляться на подготовленную заготовку при помощи аддитивных технологий.
На данный момент, аддитивные технологии широко используются в машиностроении. Масштабное применение трёхмерной печати началось с развитием технологий проектирования (CAD), расчётов и моделирования (CAE) и механической обработки (CAM). И сегодня сложно найти область производства, где бы не применялись 3D-принтеры: с их помощью изготавливаются детали самолётов, космических аппаратов, подлодок, инструменты. Перспектива очевидна – аддитивная технология в ближайшее время станет приоритетной технологией машиностроения.
В курсовой работе планируется доказать, что использование аддитивных технологий можно внедрить в уже существующее производство. Также использование этой технологии позволит значительно уменьшить временные затраты на обработку данной детали, ее себестоимость и используемые ресурсы. Для этого будет разработан новый технологический процесс по изготовлению колеса вентилятора 1 ступени и составлен маршрут его обработки.
Технологический раздел
Исходные данные для проектирования
Исходными данными для проектирования являются: информация о базовом техпроцессе и его техническом оснащении, чертеж детали с техническими условиями на ее изготовление, материал детали (титановый сплав ВТ6 ОСТ 1 90197-89), масса детали (14 кг), масса заготовки (124 кг), годовой объем выпуска (Nг=70 шт/год), руководящая информация, включающая в себя стандарты на технологические процессы, а так же ЕСКД, ЕСТПП, ЕСТД, нормативные данные по выбору заготовки, справочная и учебная литература.
Чертежи детали «Колесо вентилятора 1 ступени» представлены на рисунке 1 и 2.

Рисунок 1.1 - Чертеж детали «Колесо вентилятора 1 ступени»

Рисунок 1.2 - Чертеж лопаток детали «Колесо вентилятора 1 ступени»
Служебное назначение детали
Колесо вентилятора 1 ступени, приведенное на рисунке 1 и 2, находится в двухконтурном турбореактивном двигателе АИ-222-25, самолета Як-130. Оно служит для первичного забора воздуха, его сжимания и разделения на 2 потока.
Исходные данные
Материал – титановый сплав ВТ6 ОСТ 1 90197-89
Объем 70 шт/год
При проектировании поковки будем пользоваться рекомендациями ГОСТ 7505-89.
Расчетная масса поковки GП.Р. = GД*КР=8*1,5=12 кг (без лопаток) [5]
Определение класса точности
Для штамповки на кривошипных горячештамповочных прессах (КГШП) рекомендуются классы точности Т2 и Т3, принимаем класс размерной точности Т3 (согласно таблице выбора класса точности для поковок) [17].
Дополнительные припуски
Смещение по поверхности разъёма штампа – 0,3 мм
Острые кромки притупить на R = 0,1...0,4 мм
Радиусы R = 4 мм
Расчёт массы поковки
Исходя из рабочего чертежа (заводской чертеж): G=124 (с лопатками)
Следовательно, без учета лопаток GП=124-100=24 кг

Рисунок 1.4 - Чертеж заготовки-поковки детали «Колесо вентилятора 1 ступени»
Выбор технологических баз
За черновые базы рекомендуется принимать поверхности с минимальными припусками или вообще не подвергаемые обработке. Это уменьшает опасность появления брака по черноте.
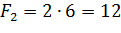
У данной детали за черновые базы, при установе А, можно взять поверхности 1 и 20 (см. рисунок 1.3). При установе Б, черновыми базами становятся поверхности 27, 28 и 29.
Черновые базы при переустановке заготовки заменяются чистовыми. Но при этом, на установе А новыми чистовыми базами становятся поверхности 7 и 6. На установе Б – 27, 28 и 29.
Желательно вести обработку при минимальном числе баз. Необходимо соблюдать принцип совмещения баз, то есть совмещать установочную и измерительную базы.
Деталь относится к деталям типа «Диск», поскольку отношение длины детали к ее наружному диаметру не превышает 1. Эскиз заготовки-поковки представлен на рисунке 1.4. Для анализа схем базирования воспользуемся теоретическими схемами для детали типа «Диск». Возможные схемы базирования представлены в таблице 1.11.
Изначальная черновая обработка реализуется при помощи теоретической схемы 1 и 2. (2 установа). Для обеспечения требований чертежа детали на окончательных технологических переходах при формировании взаимного расположения и получении окончательных размеров цилиндрических и торцовых поверхностей можно воспользоваться теоретическими схемами базирования № 2 и 3 (2 установа).
Таблица 1.11 - Анализ теоретических схем базирования
| №
| Теоретические схемы базирования по
ГОСТ 21495-76
| Виды технологических баз
| Возможные схемы установки, реализующие теоретическую схему базирования
| Поверхности, используемые при установке
|
|
| 
| 1,2,3 – установочная,
4,5 – двойная опорная,
6 - опорная
|  схема № 1 схема № 1
| Торцевая и наружная цилиндрическая поверхности
|
|
| 
| 1,2,3 – установочная,
4,5 – двойная опорная,
6 - опорная
|  схема № 2 схема № 2
| Торцевая и внутренняя цилиндрическая поверхности
|
Продолжение таблицы 1.11
|
| 
| 1,2,3 – установочная,
4,5 – двойная опорная,
6 - опорная
|  схема № 3 схема № 3
| Торцевая и внутренняя цилиндрическая поверхности
|
|
| 
| 1,2,3 – установочная,
4,5 – двойная опорная,
6 - опорная
|
 схема № 4 схема № 4
| Торцевая и внутренняя цилиндрическая поверхности
|
1.7. Выбор типового техпроцесса и анализ базового варианта
При анализе заводского базового техпроцесса (таблица 1.12) было выявлено наличие операций, которые можно убрать или добавить к другим операциям. Наша задача состояла в том, чтобы уменьшить количество времени на обработку детали «Колесо вентилятора 1 ступени».
Не подверглись изменению:
- заготовительная операция (штамповка на гидравлическом прессе),
- все виды контроля (акустический, травлением, люминесцентный на наличие трещин, межоперационный, частоты собственных колебаний пера, приемочный),
- маркирование;
- балансировка;
- полирование;
- виброгалтовка;
- поверхностное упрочнение.
Таблица 1.12 – Базовый вариант техпроцесса механической обработки детали «Колесо вентилятора 1 ступени».
| № опер
| Наименование операции
| Наименование и модель оборудования
|
|
| Заготовительная
|
|
|
| Транспортирование
|
|
|
| Контроль акустический
| Плита контрольная
|
|
| Промывка
| Моечная машина
|
|
| Заготовительная (Согласование)
|
|
|
| Лоботокарная ЧПУ
| Лоботокарный с ЧПУ
|
|
| Лоботокарная ЧПУ
| Лоботокарный с ЧПУ
|
|
| Вертикально-фрезерная ЧПУ
| Вертикально-фрезерный ЧПУ
|
|
| Промывка
| Моечная машина
|
|
| Транспортирование
|
|
|
| Контроль травлением
|
|
|
| Транспортирование
|
|
|
| Термообработка
|
|
Продолжение таблицы 1.12
|
| Транспортирование
|
|
|
| Фрезерная ЧПУ
| Фрезерный ЧПУ
|
|
| Транспортирование
|
|
|
| Слесарная
| Верстак слесарный
|
|
| Промывка
| Моечная машина
|
|
| Транспортирование
|
|
|
| Контроль травлением
|
|
|
| Транспортирование
|
|
|
| Сборочная
| Верстак слесарный
|
|
| Термическая
| Печь вакуумная
|
|
| Разборка
| Верстак слесарный
|
|
| Лоботокарная ЧПУ
| Лоботокарный ЧПУ
|
|
| Комплексная ЧПУ
| ОЦ ЧПУ
|
|
| Слесарная
| Верстак слесарный
|
|
| Промывка
| Машина моечная
|
|
| Транспортирование
|
|
|
| Заливка
|
|
|
| Транспортирование
|
|
|
| Лоботокарная ЧПУ
| Лоботокарный ЧПУ
|
|
| Лоботокарная ЧПУ
| Лоботокарный ЧПУ
|
|
| Полировальная
|
|
|
| Фрезерная ЧПУ
| Фрезерный ЧПУ
|
|
| Промывка
| Машина моечная
|
|
| Слесарная
| Верстак слесарный
|
|
| Промывка
| Машина моечная
|
|
| Комплексная ЧПУ
| ОЦ с ЧПУ
|
|
| Слесарная
| Верстак слесарный
|
|
| Маркирование
| Верстак слесарный
|
|
| Лоботокарная
| Лоботокарный
|
|
| Комплексная ЧПУ
| ОЦ с ЧПУ
|
|
| Слесарная
| Верстак слесарный
|
|
| Промывка
| Машина моечная
|
|
| Транспортирование
|
|
|
| Балансировка (Согласование)
|
|
|
| Транспортирование
|
|
Продолжение таблицы 1.12
|
| Полировальная
| Шлифовальная машинка DYNABRAD 40326
|
|
| Полировальная
| Шлифовальная машинка DYNABRAD 40326
|
|
| Промывка
| Машина моечная
|
|
| Виброгалтовка
| RoslerR360-So
|
|
| Промывка
| Машина моечная
|
|
| Контроль люминисцентный
|
|
|
| Контроль межоперационный
| Плита контрольная
|
|
| Упрочнение поверхностное
|
|
|
| Контроль частоты собственных колебаний
|
|
|
| Контроль приёмочный
| Плита контрольная
|
Технологический процесс изготовления детали «Колесо вентилятора 1 ступени», чертёж которой приведен на рисунке 1.1 и 1.2, разработаем исходя из состава элементарных технологических операций, большинство из которых может быть получена на основе объединения типовых маршрутов обработки поверхностей заготовки.
Конструкторский раздел
Организационный раздел
Определение площади участка
Производственная площадь определяется по принятой планировке оборудования:

| (3.27)
|
где  – общее количество оборудования с учетом моечной машины;
– общее количество оборудования с учетом моечной машины;
 – удельная общая площадь единицы оборудования, принимаем 35 м2.
– удельная общая площадь единицы оборудования, принимаем 35 м2.

Площадь инструментального отделения находится по формуле:

| (3.28)
|
где  – площадь контрольно-приемного пункта(определяется по планировке, прим. 6 м2);
– площадь контрольно-приемного пункта(определяется по планировке, прим. 6 м2);
 – площадь сборки и настройки инструмента;
– площадь сборки и настройки инструмента;
 – площадь для хранения инструмента и технической документации.
– площадь для хранения инструмента и технической документации.
Площадь сборки и настройки инструмента определяется по формуле:

| (3.29)
|
где  – общее количество приборов для настройки;
– общее количество приборов для настройки;
 – норма площади для одного рабочего места слесаря-инструментальщика,
– норма площади для одного рабочего места слесаря-инструментальщика,  м2
м2
 м2
м2
Площадь для хранения инструмента и технической документации:

| (3.30)
|
 – принятое количество оборудования, за исключением шлифовального;
– принятое количество оборудования, за исключением шлифовального;
 – норма площади для хранения инструмента на один станок(
– норма площади для хранения инструмента на один станок( );
);
 – норма площади для хранения технологической документации(
– норма площади для хранения технологической документации( );
);
 – норма площади для одного рабочего места слесаря по разработке инструмента (
– норма площади для одного рабочего места слесаря по разработке инструмента ( м2).
м2).


Предварительно, общая площадь участка определяется по формуле:
| (3.31)
|

3.1.9. Разработка планировки оборудования участка
Деталь–заготовка поступает на участок и временно помещается на элеваторный стеллаж 4. Деталь отправляется на операцию 015 (Промывка) осуществляющуюся машиной моечной MCF 1850 V2A 19. Далее заготовка поступает на токарно-фрезерный станок с ЧПУ CTXgamma 1250 TC 3 для черновой и получистовой обработки. Для снятия заусенцев необходимо использовать верстак слесарный 18. после следует позиция 19. После деталь отправляют на контроль травлением. Для снятия остаточных напряжений деталь отправляют на термическую операцию, осуществляющуюся на другом участке. После происходит наращивание лопаток вентилятора на системе лазерной наплавки металла InssTek мод. MX-1000 2. Далее деталь снова отправляется на термическую операцию. Затем осуществляется чистовая обработка на позиции 3. После необходима чистовая обработка лопаток на обрабатывающем центре BRETON XCEEDER 900 RT позиция 1. Для получения необходимых требований к поверхностям лопаток производится обработка на ленточной шлифмашине DYNABRAD 40326 15. После полирования деталь отправляется на 19. Необходимо провести маркирование моноколеса на 18. Затем деталь отправляется на балансировку с помощью специализированного станка ТБ Вент 100 14. Далее следует промывка 19. Деталь отправляется на виброгалтовочную установку RoslerR360-So 17. Затем следует позиция 19. Необходимо провести провести контроль на установке для люминесцентного контроля 16. После идет контроль на столе ОТК 13. После идет обработка на упрочняющей установке Stressonic Grand DAM. Далее идет контроль на установке для контроля частоты собственных колебаний пера и на позиции 13.
Выводы
Для реализации данного проекта требуются капиталовложения в размере 7150700,55 рублей. Рентабельность составляет 50%. Показатель фондоотдачи – 0,047 руб./руб.осн.ф. Срок окупаемости составляет 4,85 лет.Производство становится прибыльным после реализации 601 детали. Годовой экономический эффект составляет 1474920 руб., что свидетельствует о целесообразности внедрения проекта.
Заключение
На основании объединения элементарных переходов в установы и операции формируется маршрут обработки детали, который представлен в таблице 2.14.
При анализе заводского базового техпроцесса (таблица 2.12) было выявлено наличие операций, которые можно убрать или добавить к другим операциям. Наша задача состояла в том, чтобы уменьшить количество времени на обработку детали «Колесо вентилятора 1 ступени».
Не подверглись изменению:
- заготовительная операция (штамповка на гидравлическом прессе),
- все виды контроля (акустический, травлением, люминесцентный на наличие трещин, межоперационный, частоты собственных колебаний пера, приемочный),
- маркирование;
- балансировка;
- полирование;
- виброгалтовка;
- поверхностное упрочнение.
При сравнении базового и проектного вариантов технологического процесса обработки детали следует отметить, что объединение всех получистовых и чистовых операций в 2 операции позволило:
- снизить количество используемого оборудования (вместо 5 станков – 2 станка),
- снизить вспомогательное время, связанное с установкой заготовки на станке,
- снизить основное время обработки за счет использования новейшего станка, сочетающего аддитивные технологии с 5-осевой фрезерной обработкой.
- снизить используемое количество материала заготовки (вместо 124 кг – 24 кг.).
Курсовой Проект
по дисциплине: «_ Технология машиностроения _»
на тему: «Разработка технологического процесса механической обработки детали Колесо вентилятора 1 ступени»
Выполнил: студент 4 курса
Группы ТРБО 01-13
Мокану Антон Андреевич
Проверил: доцент кафедры информационных технологий в машино- и приборостроении
Зуев Владимир Валерьевич
Москва 2016
|
МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
Московский технологический университет
МГУПИ
|
Институт Физико-технологический направление 15.03.05 Конструкторско-технологическое обеспечение машиностроительных производств
Кафедра информационных технологий в машино- и приборостроении
Дисциплина Технология машиностроения
задание на курсовой проект
Студент Мокану А.А.. шифр 130106ТИ группа ТРБО-01-13
Тема: Разработка технологического процесса механической обработки детали Колесо вентилятора 1 ступени, входящей в состав двигателя АИ-222-25 самолета Як-130. __________________________________________________
Срок предоставления работы к защите «»20 17 г.
Исходные данные для проектирования: Чертеж детали; годовой объем выпуска Nг=70 шт; стандарты ЕСКД, ЕСТД, ЕСТПП; справочники технолога; методические указания по выполнению курсового проекта; каталоги металлорежущих станков; другая литература 0
Содержание расчетно-пояснительной записки: введение, исходные данные для проектирования; служебное назначение детали; конструкторско-технологическая характеристика детали; режим такта выпуска, определение типа производства; анализ технологичности конструкции детали; выбор исходной заготовки и метода ее изготовления; выбор технологических баз; выбор типового техпроцесса и анализ базового варианта; разработка технологического процесса изготовления детали; разработка и формирование маршрута обработки детали; выбор технологического оборудования, заключение. ______________________________________________________
Перечень графического материала: чертеж детали и заготовки; карта эскизов маршрута обработки; карты эскизов наладок операций.
Руководитель проекта __________ _ Зуев В.В.
Задание принял к исполнению ___________ Мокану А. А.
Введение
Актуальность темы данного курсового проекта заключается в использовании новейшей технологии обработки деталей сложной конфигурации, на примере моноколеса. Выбранная деталь, колесо вентилятора 1 ступени, представляет собой диск с 19-ю лопатками, которые будут наплавляться на подготовленную заготовку при помощи аддитивных технологий.
На данный момент, аддитивные технологии широко используются в машиностроении. Масштабное применение трёхмерной печати началось с развитием технологий проектирования (CAD), расчётов и моделирования (CAE) и механической обработки (CAM). И сегодня сложно найти область производства, где бы не применялись 3D-принтеры: с их помощью изготавливаются детали самолётов, космических аппаратов, подлодок, инструменты. Перспектива очевидна – аддитивная технология в ближайшее время станет приоритетной технологией машиностроения.
В курсовой работе планируется доказать, что использование аддитивных технологий можно внедрить в уже существующее производство. Также использование этой технологии позволит значительно уменьшить временные затраты на обработку данной детали, ее себестоимость и используемые ресурсы. Для этого будет разработан новый технологический процесс по изготовлению колеса вентилятора 1 ступени и составлен маршрут его обработки.
Технологический раздел
Исходные данные для проектирования
Исходными данными для проектирования являются: информация о базовом техпроцессе и его техническом оснащении, чертеж детали с техническими условиями на ее изготовление, материал детали (титановый сплав ВТ6 ОСТ 1 90197-89), масса детали (14 кг), масса заготовки (124 кг), годовой объем выпуска (Nг=70 шт/год), руководящая информация, включающая в себя стандарты на технологические процессы, а так же ЕСКД, ЕСТПП, ЕСТД, нормативные данные по выбору заготовки, справочная и учебная литература.
Чертежи детали «Колесо вентилятора 1 ступени» представлены на рисунке 1 и 2.
Рисунок 1.1 - Чертеж детали «Колесо вентилятора 1 ступени»
Рисунок 1.2 - Чертеж лопаток детали «Колесо вентилятора 1 ступени»
Служебное назначение детали
Колесо вентилятора 1 ступени, приведенное на рисунке 1 и 2, находится в двухконтурном турбореактивном двигателе АИ-222-25, самолета Як-130. Оно служит для первичного забора воздуха, его сжимания и разделения на 2 потока.
Конструкторско-технологическая характеристика детали
Чертеж детали «Колесо вентилятора 1 ступени» выполнен в соответствии с требованиями ЕСКД, все виды, разрезы, размеры, параметры качества поверхности и технические условия, необходимые для изготовления детали, на чертеже присутствуют.
Деталь относится к деталям типа «Диск», поскольку отношение длины детали к ее наружному диаметру не превышает 1.
Материалом для изготовления колеса вентилятора 1 ступени является титановый сплав ВТ6. Титановые сплавы по удельной прочности при температурах до 500°С превосходят большинство жаропрочных сталей, что позволяет уменьшить массу двигателя, обладают термической стабильностью и не охрупчиваются при длительной работе в условиях нагрева до 500°С. [16]
Титановый сплав ВТ6 имеет (α+β)-структуру, благодаря более пластичной β-фазе этот сплав более технологичен и лучше обрабатывается давлением, чем α-сплавы.
Химический состав титана ВТ6 представлен в таблице 1.1, механические свойства сплава ВТ6 при Т=20oС в таблице 1.2, технологические свойства материала в таблице 1.3, физические свойства в таблице 1.4. [16]
Таблица 1.1 - Химический состав в % сплава ВТ6
| Fe
| C
| Si
| V
| N
| Ti
| Al
| Zr
| O
| H
|
| до 0,3
| до 0,1
| до 0,15
| 3,5 - 5,3
| до 0,05
| 86,485 - 91,2
| 5,3 - 6,8
| до 0,3
| до 0,2
| до 0,015
|
Продолжение таблицы 1.1
| Обозначения: Ti – основа; процентное содержание Ti дано приблизительно
|
Таблица 1.2 – Механические свойства при Т=20oС материала ВТ6
| Сортамент
| σв
МПа
| σт
МПа
| δ5
%
| ψ
%
| KCU
кДж / м2
| Термообраб.
|
| Штамповка
| 950-1100
| | 10-13
| 35-60
| 400-800
| Отжиг
|
| Обозначения: σв – предел кратковременной прочности, [МПа]
σт – предел пропорциональности (предел текучести для остаточной деформации),[МПа] δ5 – относительное удлинение при разрыве, [%]
ψ – относительное сужение, [%]
KCU – ударная вязкость, [кДж / м2]
HB – Твердость по Бринеллю, [МПа]
|
Твердость материала ВТ6 после отжига (штамповка) HB 10-1 = 255-341 МПа
Таблица 1.3 - Технологические свойства материала ВТ6
| Свариваемость:
| без ограничений – сварка производится без подогрева и без последующей термообработки
|
Таблица 1.4 - Физические свойства материала ВТ6.
| T
град
| E 10-5
МПа
| α 106
1/Град
| λ
Вт/(м·град)
| ρ
кг/м3
| C
Дж/(кг·град)
| R 109
Ом·м
|
|
| 1,15
| | 8,37
|
| |
|
|
| | 8,4
| 9,21
| | |
|
|
| | 8,7
| 10,88
| | 0,586
|
|
|
| |
| 11,7
| | 0,67
|
|
|
| |
| 12,56
| | 0,712
|
|
|
| | | 13,82
| | 0,795
| |
|
| | | 15,49
| | 0,879
| |
| | | | | | | |
Продолжение таблицы 1.4
| Обозначения:
T – температура, при которой получены данные свойства, [Град]
E – модуль упругости первого рода, [МПа]
α – коэффициент температурного (линейного) расширения (диапазон 20o - T), [1/Град]
λ – коэффициент теплопроводности (теплоемкость материала), [Вт/(м·град)]
ρ – плотность материала, [кг/м3 ]
C – удельная теплоемкость материала (диапазон 20o - T), [Дж/(кг·град)]
R – удельное электросопротивление, [Ом·м]
|
Для удобства анализа точностных характеристик детали пронумеруем обрабатываемые поверхности. На рисунке 1.3 приведен эскиз детали с обозначениями обрабатываемых поверхностей. Для удобства анализа, требования по каждой поверхности сведем в таблицу 1.5.

Рисунок 1.3 – - Эскиз детали с номерами обрабатываемых поверхностей
Руководствуясь экономически достижимыми значениями показателей точности различных методов обработки с учетом комплексных требований по точности и шероховатости для каждой поверхности, выберем методы обработки, обеспечивающие получение заданных технических требований и заносим их в соответствующий столбец таблицы 1.5.
Таблица 1.5 - Заданные параметры качества детали и методы их обеспечения
| № пов.
| Параметры точности
| Ra, мкм
| Последовательность технологических методов для обеспечения заданных параметров качества
|
| Квалитет
| Допуски формы и расположения
|
|
| js12
|
| 0,8
| Получистовое, чистовое точение, виброгалтовка
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое растачивание, при обработке за один установ с поверхностями 3,4,5,6,7,8,9,10,11,20,34,35,36,37,38
|
|
| H11
|
| 0,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 2,4,5,6,7,8,9,10,11,20,34,35,36,37,38
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 2,3,5,6,7,8,9,10,11,20,34,35,36,37,38
|
|
| js11
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,6,7,8,9,10,11,20,34,35,36,37,38
полирование
|
Продолжение таблицы 1.5
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,7,8,9,10,11,20,34,35,36,37,38 полирование
|
|
| Н10
| Допуск радиального биения относительно поверхностей Б и В - 0,03мм
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 2,3,4,5,6,8,9,10,11,20,34,35,36,37,38
полирование
|
|
| js11
|
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 2,3,4,5,6,7,9,10,11,20,34,35,36,37,38
|
|
| h11
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,6,7,8,10,11,20,34,35,36,37,38 полирование
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,6,7,8,9,11,20,34,35,36,37,38
|
|
| h12
| Допуск плоскости 0,02мм
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,6,7,8,9,10,20,34,35,36,37,38
|
|
| Н10
| Допуск перпендикулярности относительно базы Б 0,02 мм
| 0,8
| Черновое, получистовое, чистовое растачивание
|
|
| h12
|
| 0,8
| Черновое, получистовое, чистовое точение, полирование при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,27,28,29,30,31,32,
|
|
| Н12
| Допуск параллельности относительно базы Б 0,05 мм по диаметру, в 16 местах. Позиционный допуск относительно В с радиусом 0,2 мм
| 0,8
| Однократное цекование
|
|
| h11
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,16,17,18,19,21,22,23,24,25,26,27,28,29,30,31,32
|
Продолжение таблицы 1.5
|
| h11
|
| 0,8
| Черновое, получистовое точение, чистовое растачивание при обработке за один установ с поверхностями 13,15,17,18,19,21,22,23,24,25,26,27,28,29,30,31,32,
|
|
| Н12
|
| 0,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,18,19,21,22,23,24,25,26,27,28,29,30,31,32
|
|
| js11
|
| 0,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,19,21,22,23,24,25,26,27,28,29,30,31,32
|
|
| js12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,15,16,17,18,21,22,23,24,25,26,27,28,29,30,31,32
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,6,7,8,9,10,11,34,35,36,37,38
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,15,16,17,18,19,22,23,24,25,26,27,28,29,30,31,32
|
|
| IT14
|
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,23,24,25,26,27,28,29,30,31,32
|
|
| Н10
|
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,24,25,26,27,28,29,30,31,32
|
|
| IT12
|
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,25,26,27,28,29,30,31,32
|
|
| Н11
|
| 0,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,26,27,28,29,30,31,32
|
Продолжение таблицы 1.5
|
| Н10
|
| 0,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,27,28,29,30,31,32
|
|
| h11
|
| 00,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,28,29,30,31,32
|
|
| Н6
| Допуск биения относительно базы В 0,025 мм
| 00,8
| Черновое, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,27,29,30,31,32
|
|
| h11
| Допуск параллельности относительно базы Б 0,03 мм
| 00,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,27,28,30,31,32
|
|
| h12
|
| 00,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,27,28,29,31,32,
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,27,28,29,30,32
|
|
| Н11
|
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 13,15,16,17,18,19,21,22,23,24,25,26,27,28,29,30,31,32
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение
|
|
| IT12
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,6,7,8,9,10,11,20,35,36,37,38
|
|
| Н6
|
| 0,8
| Черновое, получистовое, чистовое точение при обработке за один установ с поверхностями 2,3,4,5,6,7,8,9,10,11,20,34,36,37,38
|
|
| Н10
|
| 0,8
| Черновое точение, получистовое, чистовое растачивание при обработке за один установ с поверхностями 2,3,4,5,6,7,8,9,10,11,20,34,35,37,38
|
| | | | | | |
Продолжение таблицы 1.5






