МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Кузбасский государственный технический университет имени Т.Ф. Горбачева»
Кафедра электроснабжения горных и промышленных предприятий
Составители:
И. Н. Паскарь
Т.Ф. Малахова
ЭЛЕКТРОСНАБЖЕНИЕ ПОТРЕБИТЕЛЕЙ
ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
Методические указания к лабораторным работам по дисциплине «Электроснабжение потребителей электрической энергии»
для студентов направления 13.03.02
«Электроэнергетика и электротехника»
профиль «Электроэнергетические системы и сети»
для очной формы обучения
Рекомендованы учебно-методической комиссией направления 13.03.02 «Электроэнергетика и электротехника» в качестве электронного издания для использования в учебном процессе
Кемерово 2017
РЕЦЕНЗЕНТЫ:
С. А. Захаров – заведующий кафедрой «Электроснабжение горных и промышленных предприятий»
И. Ю. Семыкина – председатель учебно-методической комиссии направления 13.03.02 «Электроэнергетика и электротехника»
Паскарь Иван Николаевич, Малахова Татьяна Федеровна. Электроснабжение потребителей электрической энергии: методические указания к лабораторным работам по дисциплине«Электроснабжение потребителей электрической энергии» [Электронный ресурс]: для студентов направления 13.03.02 «Электроэнергетика и электротехника», профиль «Электроэнергетические системы и сети», очной формы обучения / сост.: И. Н. Паскарь, Т. Ф. Малахова – Кемерово.: КузГТУ, 2016. – 1 электрон. опт. диск (CD-ROM); зв.; цв.; 12 см. – Систем. требования: Pentium IV; ОЗУ 32 Мб; WindowsХР; (CD-ROM-дисковод); мышь;. – Загл. с экрана.
Составлено в соответствии с программой дисциплины «Электроснабжение потребителей электрической энергии» и предназначено для проведения лабораторных занятий.
© КузГТУ
© Малахова Т. Ф.,
© Паскарь И. Н.,
составление, 2017
Оглавление
|
| Стр.
|
| Тема 1. «Физические основы работы электрооборудования индукционного нагрева»
|
|
| Тема 2. «Основные способы контактной сварки»
|
|
| Тема 3. «Технология дуговой сварки»
|
|
| Тема 4. «Иcследование сварочного трансформатора со снижением напряжения холостого хода»
|
|
Тема 1. «Физические основы работы электрооборудования индукционного нагрева»
Цель работы: Изучение индукционного нагрева и проникновения электромагнитной волны в разнородных металлах.
Порядок выполнения работы: Самостоятельно подготовиться по теоретическому материалу к занятию, при необходимости воспользоваться рекомендуемой литературой. На занятии получить допуск для выполнения работы. Для получения допуска необходимо ответить на вопросы о теоретической части работы, четко понимать ход выполнения работы, а также иметь представление о содержании отчета. Затем индивидуально или в группе (на усмотрение преподавателя) выполнить работу. К следующему занятию подготовить отчет в письменном или печатном виде. Работа считается сделанной, если при сдаче отчета студент может ответить на контрольные вопросы и дать комментарии о работе.
Теоретические положения
В основе индукционного нагрева лежит принцип поглощения электромагнитной энергии металлическим телом, помещенным в переменное электромагнитное поле индуктора. В этом случае электрическая энергия источника питания преобразуется в энергию электромагнитного поля, которое в нагреваемом материале вновь превращается в энергию электрическую и затем в тепловую.
Устройство для индукционного нагрева представляет собой трансформатор, первичной обмоткой которого является индуктор, а вторичной – токопроводящий материал. Переменный ток, протекая по индуктору, создает переменный магнитный поток, сцепляющийся с нагреваемым материалом. Этот магнитный поток наводит в материале ЭДС

где  – магнитный поток, создаваемый индуктором;
– магнитный поток, создаваемый индуктором;  – частота тока;
– частота тока;  – число витков вторичной обмотки (в данном случае
– число витков вторичной обмотки (в данном случае  ).
).
Под действием ЭДС  в материале возникает вихревой ток
в материале возникает вихревой ток
 ,
,
где  – полное сопротивление металла;
– полное сопротивление металла;  – индуктивное сопротивление металла;
– индуктивное сопротивление металла;  – активное сопротивление металла.
– активное сопротивление металла.
Мощность, выделяемая в материале при прохождении тока, равна
 .
.
Для увеличения мощности установок необходимо увеличивать  . Этого можно достичь двумя способами:
. Этого можно достичь двумя способами:
1. Увеличением магнитного потока  , сцепляющегося с металлом. Магнитный поток возрастает при увеличении магнитодвижущей силы индуктора, т.е. ампер-витков, однако эту возможность можно использовать лишь до определенного предела. Более рационально уменьшить сопротивление магнитному потоку на тех участках пути, где он проходит не по нагреваемому материалу. Это достигается применением стального сердечника – магнитопровода, выполненного из листовой трансформаторной стали, магнитная проводимость которой существенно больше, чем воздуха и других конструкционных материалов;
, сцепляющегося с металлом. Магнитный поток возрастает при увеличении магнитодвижущей силы индуктора, т.е. ампер-витков, однако эту возможность можно использовать лишь до определенного предела. Более рационально уменьшить сопротивление магнитному потоку на тех участках пути, где он проходит не по нагреваемому материалу. Это достигается применением стального сердечника – магнитопровода, выполненного из листовой трансформаторной стали, магнитная проводимость которой существенно больше, чем воздуха и других конструкционных материалов;
2. Повышением частоты – индукционные установки повышенной и высокой частоты выполняют без стального сердечника вследствие роста в нем потерь. Поэтому конструкции индукционных установок делятся на установки с сердечником и без сердечника. Диапазон частот, применяемых в индукционных установках, лежит в пределах 5∙(10 ÷ 107) Гц.
Для исследования электромагнитных процессов, протекающих при индукционном нагреве, применяются уравнения Максвелла для электромагнитного поля в векторном виде
 (1)
(1)
 (2)
(2)
 (3)
(3)
 , (4)
, (4)
где  – напряженность магнитного поля;
– напряженность магнитного поля;  – напряженность электрического поля;
– напряженность электрического поля;  – магнитная индукция;
– магнитная индукция;  – электрическая индукция;
– электрическая индукция;  – плотность тока проводимости;
– плотность тока проводимости;  – удельная проводимость проводника;
– удельная проводимость проводника;  – относительная магнитная проницаемость;
– относительная магнитная проницаемость;  – абсолютная магнитная проницаемость воздуха, Гн/м;
– абсолютная магнитная проницаемость воздуха, Гн/м;  – абсолютная электрическая проницаемость воздуха, Ф/м;
– абсолютная электрическая проницаемость воздуха, Ф/м;  – объемная плотность электрических зарядов.
– объемная плотность электрических зарядов.
Уравнение (1) представляет собой обобщенный закон полного тока в дифференциальной форме. В его правой части первый член есть плотность тока проводимости, второй – плотность тока смещения.
В металлах ток смещения  мал по сравнению с током проводимости, поэтому им можно пренебречь.
мал по сравнению с током проводимости, поэтому им можно пренебречь.
Уравнение (2) есть закон электромагнитной индукции в дифференциальной форме. Оба эти уравнения указывают на то, что переменные электрические и магнитные поля существуют совместно. Уравнение (3) является выражением непрерывного магнитного поля, а уравнение (4) представляет собой дифференциальную форму теоремы Гаусса, утверждающей, что источником электрического поля являются электрические заряды.
Преобразуя уравнения (1-4), можно получить формулу для определения глубины проникновения электромагнитной волны
 , м, несущей энергию в металл при индукционном нагреве
, м, несущей энергию в металл при индукционном нагреве
 , (5)
, (5)
где  – удельное сопротивление металла, Ом∙м;
– удельное сопротивление металла, Ом∙м;  – относительная магнитная проницаемость; f – частота переменного тока, Гц;
– относительная магнитная проницаемость; f – частота переменного тока, Гц;  – удельная проводимость.
– удельная проводимость.
Некоторые параметры металлов при нормальной температуре постоянные (условно), но при нагреве претерпевают значительные изменения. В частности, удельное сопротивление возрастает, относительная магнитная проницаемость наоборот уменьшается. Изменение  влечет за собой изменение глубины проникновения волны
влечет за собой изменение глубины проникновения волны  и потока S энергии в металле.
и потока S энергии в металле.
Количество электрической энергии, выделяемое электромагнитным полем в металлическом теле, представляется вектором потока энергии (Умова-Пойтинга)
 .
.
По физическому смыслу вектор  Умова-Пойтинга является средним значением величины потока энергии в секунду через единицу площади, перпендикулярно направленной электромагнитной волне.
Умова-Пойтинга является средним значением величины потока энергии в секунду через единицу площади, перпендикулярно направленной электромагнитной волне.
Из теории индукционного нагрева следует:
– глубина проникновения электромагнитной волны в плоское металлическое тело определяется по формуле (5);
– в слое металла толщиной δ выделяется 86,6 % всей передаваемой мощности;
– при индукционном нагреве  не может превышать величину 0,707.
не может превышать величину 0,707.
Характерно, что для немагнитных материалов  = 1 и не зависит от температуры, поэтому изменение
= 1 и не зависит от температуры, поэтому изменение  и
и  в них определяется лишь изменением удельного сопротивления
в них определяется лишь изменением удельного сопротивления  . Для ферромагнитных материалов картина будет иная: относительная магнитная проницаемость в пределах температур не выше точки Кюри (730-770 °С) меняется сравнительно мало, нередко снижается до единицы при переходе через точку Кюри.
. Для ферромагнитных материалов картина будет иная: относительная магнитная проницаемость в пределах температур не выше точки Кюри (730-770 °С) меняется сравнительно мало, нередко снижается до единицы при переходе через точку Кюри.
Считая, что рассматриваемая плоская электромагнитная волна создана индуктором с числом витков  и током
и током  в витке, по закону полного тока получим напряженность магнитного поля у поверхности металла
в витке, по закону полного тока получим напряженность магнитного поля у поверхности металла  .
.
Плотность потока энергии определяется

Описание установки
На стенде схема служит для наглядного исследования параметров индукционного нагрева электромагнитной волны металлов (рис. 1).
На лицевой части находятся:
– автоматический выключатель QF;
– вольтметр Vl;
– амперметр А1;
– сигнальные лампы – «СЕТЬ», «HLl», «НL2;
– кнопка включения индуктора L1 – «S2»;
– кнопка включения индуктора L2 – «S3»;
– логометр;
– тумблеры переключения логометра «L1», «L2»;
– кнопка «ПУСК»;
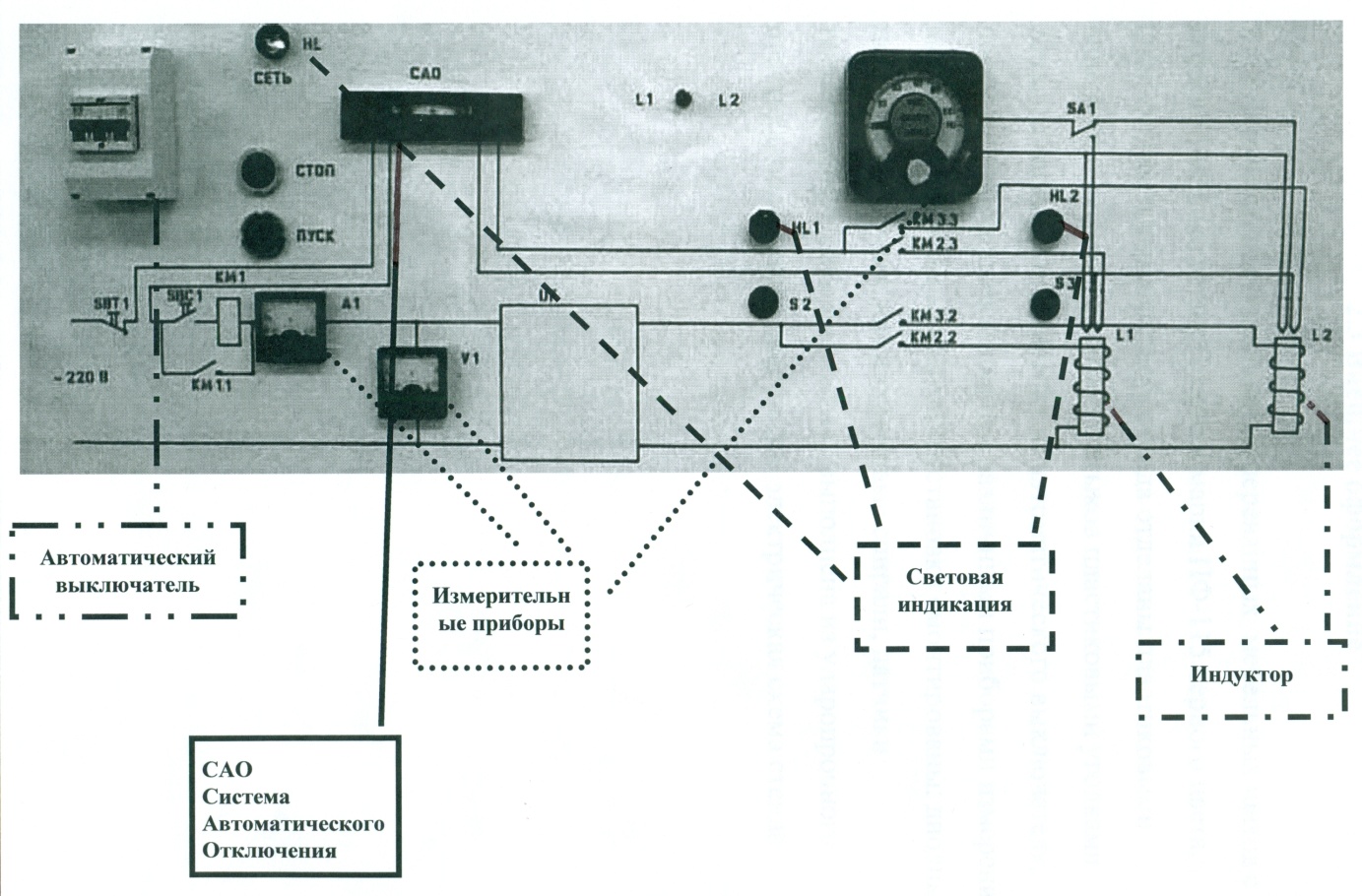
Рис. 1. Стенд для исследований
– кнопка «СТОП»;
– нихромовые спирали «L1», «L2» (смонтированы внутри стенда);
– датчики тепла (2 шт., смонтированы внутри стенда в Ll и L2);
– диодный мост (смонтирован внутри стенда);
– магнитные пускатели марки ПМЕ-11 2У4В (2 шт, смонтированы внутри стенда).
Порядок выполнения работы
1. Перед подачей напряжения на стенд необходимо убедиться, что выключатель QF находится в отключенном состоянии. С задней стороны стенда убедиться, что заземляющий провод не поврежден и имеет плотное соединение с заземляющим контуром в аудитории.
2. Подать питание на стенд и включить выключатель QF (лампочка HL загорится красным цветом, что будет сигнализировать о наличии напряжения в цепи стенда).
3. Нажатием кнопки S2 привести в готовность цепь индуктора L1 (лампочка HL1 красного цвета будет сигнализировать о готовности к запуску индуктора L1).
4. Переключить тумблер измерительной цепи логометра в положение L1.
5. На САО (система автоматического отключения) (рис. 1) выставить конечную температуру нагрева (конечная температура не должна превышать 730 °С (точка Кюри).
6. Приготовить секундомер.
7. Нажать кнопку «ПУСК» с одновременным запуском секундомера. В цепь индуктора L1 будет подано напряжение. Следует иметь в виду, что отключить секундомер следует тогда, когда САО отключит цепь индуктора L1, при этом раздастся характерный звук отключения пускателя и показания приборов (амперметра и вольтметра) примут нулевые значения. Примечание: если в течение длительного времени САО не отключит цепь индуктора, сделать это вручную нажатием кнопки «СТОП».
8. Снять показания с амперметра, вольтметра и секундомера.
9. Нажатием кнопки S3 привести в готовность цепь индуктора L2 (лампочка HL2 красного цвета будет сигнализировать о готовности к запуску индуктора L2).
10. Переключить тумблер измерительной цепи логометра в положение L2.
11. На САО оставить конечную температуру нагрева, что и в опыте с первым индуктором L1.
12. Приготовить секундомер.
13. Нажать кнопку «ПУСК» с одновременным запуском секундомера. В цепь индуктора L2 будет подано напряжение. Следует иметь в виду, что отключить секундомер следует тогда, когда САО отключит цепь индуктора L2, при этом раздастся характерный звук отключения пускателя и показания приборов (амперметра и вольтметра) примут нулевые значения. Примечание: если в течение длительного времени САО не отключит цепь индуктора, сделать это вручную нажатием кнопки «СТОП».
14. Снять показания с амперметра, вольтметра и секундомера.
15. Через 40 мин. после того, как стальные заготовки в индукторах остынут до комнатной температуры, повторить пункты с 3 по 14 для другой (конечной) температуры.
16. Определить КПД системы индуктор-металл (L1 и L2). Для этого необходимо определить полезную и потребленную мощность:  , (Вт), где
, (Вт), где  ; с– удельная теплоемкость стали;
; с– удельная теплоемкость стали;  – разность температур; m – масса стальной заготовки (
– разность температур; m – масса стальной заготовки ( = 0,1 кг,
= 0,1 кг,  = 0,05 кг);
= 0,05 кг);  – время нагрева (показание секундомера);
– время нагрева (показание секундомера);  – средний КПД установки в течение нагрева заготовки;
– средний КПД установки в течение нагрева заготовки;  , (Вт), где U– напряжение на индукторе;
, (Вт), где U– напряжение на индукторе;
I – ток, протекающий по индуктору (показания вольтметра и амперметра);  – КПД системы индуктор-металл.
– КПД системы индуктор-металл.
17. По снятым (экспериментально) зависимостям для данной системы индуктор-металл (рис. 2) определить графически:  – отношение диаметра стальной заготовки к глубине проникновения электромагнитной волны;
– отношение диаметра стальной заготовки к глубине проникновения электромагнитной волны;  и
и  – значения функций при
– значения функций при  ;
;  – магнитную проницаемость (при конечной температуре) исследуемой стали;
– магнитную проницаемость (при конечной температуре) исследуемой стали;  – электрическое сопротивление (при конечной температуре); для индуктора L1
– электрическое сопротивление (при конечной температуре); для индуктора L1  ; для индуктора L2
; для индуктора L2  , где
, где  – внутренний диаметр индуктора,
– внутренний диаметр индуктора,  – диаметр (исследуемой) стальной заготовки.
– диаметр (исследуемой) стальной заготовки.
18. Вычислить плотность активной и реактивной мощности, приходящейся на 1 м высоты боковой поверхности цилиндрического тела диаметром  для опытов с индуктором L1 и L2. Частота смоделированного индуктора f= 2500 Гц.
для опытов с индуктором L1 и L2. Частота смоделированного индуктора f= 2500 Гц.
19. Свести все полученные и заданные данные в табл. 1 и построить зависимости плотности полной мощности от температуры для первого и второго индуктора.
 Кривые зависимости КПД системы индуктор-металл
Кривые зависимости КПД системы индуктор-металл 
|  Кривые зависимости
Кривые зависимости  и и 
|
 Кривая зависимости магнитной проницаемости от температуры для исследуемого образца стали
Кривая зависимости магнитной проницаемости от температуры для исследуемого образца стали
|
 Кривая зависимости удельного электрического сопротивления от температуры для исследуемого образца стали
Кривая зависимости удельного электрического сопротивления от температуры для исследуемого образца стали
|
Рис. 2. Экспериментально снятые зависимости системы
индуктор-металл
Таблица 1
Таблица данных
| № индуктора
| L1
| L2
|
| № опыта
|
|
|
|
|
| U (В)
|
|
|
|
|
| I (А)
|
|
|
|
|
 , (°К) , (°К)
|
|
|
|
|
| tн (с)
|
|
|
|
|
 (кВт/м2) (кВт/м2)
|
|
|
|
|
 (кВт/м2) (кВт/м2)
|
|
|
|
|
При подготовке отчета по работе произвести расчет глубины проникновения электромагнитной волны в сталь и алюминий при начальной температуре  °С и конечной температуре нагрева. Определить КПД индуктора, рассчитав полезную мощность, определяемую уравнением:
°С и конечной температуре нагрева. Определить КПД индуктора, рассчитав полезную мощность, определяемую уравнением:
 , Вт,
, Вт,
и мощность, потребленную из сети (по показаниям приборов):
 ,
,
где с – удельная теплоемкость материала (Дж / (кг∙К) – берется средняя в интервале температур  ;
;  – масса нагреваемого материала, кг;
– масса нагреваемого материала, кг;  – время нагрева, с;
– время нагрева, с;  – начальная температура
– начальная температура  = 20 °С;
= 20 °С;  – конечная температура (принимается в пределах 600-700 °С в целях пожаробезопасности);
– конечная температура (принимается в пределах 600-700 °С в целях пожаробезопасности);  = 100 г = 0,1 кг,
= 100 г = 0,1 кг,  = 2500 Гц.
= 2500 Гц.
Пример расчета
Показания приборов: U = 220 B, I = 10 А,  ;
;
Потребленная мощность:
 .
.
Для стали:
с = 590 Дж/(кг∙К),  = 120 с,
= 120 с,  = 620 °С,
= 620 °С,  = 20 °С;
= 20 °С;  = 0,1 кг, ρ = 14∙10-8 Ом∙м, µ = 8,75∙10-4 Гн/м.
= 0,1 кг, ρ = 14∙10-8 Ом∙м, µ = 8,75∙10-4 Гн/м.
Полезная мощность:

КПД индуктора со стальной заготовкой:  , КПД составляет 89 %.
, КПД составляет 89 %.
 (м); f = 2500 Гц;
(м); f = 2500 Гц;
 м;
м;
 м.
м.
Для алюминия Al:
с = 920 Дж/(кг∙К),  = 85 с,
= 85 с,  = 250 °С,
= 250 °С,  = 20 °С; m = 0,1 кг, ρ = 2,71∙10-6 Ом∙м, µ = 1,25∙10-6 Гн/м.
= 20 °С; m = 0,1 кг, ρ = 2,71∙10-6 Ом∙м, µ = 1,25∙10-6 Гн/м.
Полезная мощность:

КПД индуктора составляет h = 1,13/1,5 = 0,75 = 75 %.
 м.
м.
Техника безопасности
Лабораторный стенд относится к электроустановкам до
1000 В. Во избежание прикосновения к токоведущим частям все элементы схемы и монтажа выполнены внутри стола и доступ к ним закрыт.
Содержание отчета
Отчет должен содержать:
а) наименование и цель работы;
б) таблицы измерений;
в) экспериментально снятые зависимости системы индуктор-металл;
г) расчет потребляемой мощности;
д) выводы.
Контрольные вопросы
1. В каких отраслях промышленности, с какой целью может быть использован индукционный нагрев металлов?
2. От чего зависит интенсивность нагрева металлов в индукторах?
3. Выгодно ли индукционным способом нагревать детали из цветного металла?
4. Как изменяется мощность, выделяемая в индукционном нагревателе при повышении его температуры?
5. Оказывают ли индукционные установки влияние на электроснабжение, окружающую среду и человека?
6. Каким образом в индукционных установках происходит преобразование электрической энергии в тепловую?
7. Почему в магнитных материалах магнитная проницаемость до 120 °С возрастает, а свыше 120 °С падает лавинообразно?
8. Какими токами при индукционном нагреве происходит нагрев магнитных и немагнитных материалов?
Теоретические положения
Контактная сварка – основной вид сварки давлением. Контактная сварка представляет собой процесс образования неразъемных соединений в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Преимущества контактной сварки перед другими способами:
– высокая производительность (время сварки одной точки или стыка составляет 0,02…1,0 с);
– высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика;
– малый расход вспомогательных материалов (воды, воздуха);
– это экологически чистый процесс, легко поддающийся механизации и автоматизации.
Основные параметры режима
Основные параметры режима всех способов контактной сварки – это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока  длительностью
длительностью  в соответствии с законом Джоуля-Ленца:
в соответствии с законом Джоуля-Ленца:
 ,
,
где за  – принимают сопротивление столбика металла между электродами.
– принимают сопротивление столбика металла между электродами.
При расчете сварочного тока и времени  – исходный параметр, так как его легко рассчитать, зная материал детали,
– исходный параметр, так как его легко рассчитать, зная материал детали,
ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами пренебрегают.
Согласно закону Джоуля-Ленца увеличение  должно увеличивать количество выделяющейся теплоты. Но по закону Ома:
должно увеличивать количество выделяющейся теплоты. Но по закону Ома:
 ,
,
где  – напряжение на вторичном контуре сварочной машины,
– напряжение на вторичном контуре сварочной машины,
а Z– полное сопротивление вторичного контура, в которое входит  .
.
Поэтому при увеличении  уменьшится
уменьшится  , а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение
, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение  не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения
не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения  и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов.
и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения  примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности или времени сварки.
примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности или времени сварки.
Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения  в процессе увеличения сварочного ядра.
в процессе увеличения сварочного ядра.
При достижении равенства  = Z нагрев достигает максимума, а затем, по мере еще большего снижения
= Z нагрев достигает максимума, а затем, по мере еще большего снижения  , уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание
, уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание  и за счет разделения импульса сварочного тока на несколько коротких импульсов. Такая технологическая процедура обеспечит экономию электроэнергии и хорошее соединение деталей.
и за счет разделения импульса сварочного тока на несколько коротких импульсов. Такая технологическая процедура обеспечит экономию электроэнергии и хорошее соединение деталей.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение  в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на навесных машинах с длинным кабелем во вторичном контуре.
в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на навесных машинах с длинным кабелем во вторичном контуре.
Сваренные соединения при этом обладают более хорошим качеством.
Защита от ожогов
Для защиты от ожогов необходимо закрыть форточку сварочной камеры во время сварки.
Форточку камеры можно открыть только после окончания сварки и снятия напряжения.
Свариваемую деталь не брать в руки до полного остывания. При необходимости одеть рукавицы.
Содержание отчета
Отчет должен содержать:
а) наименование и цель работы;
б) схемы игнитронного и тиристорного выключателей;
в) графики тока и напряжения при разных токах управления;
г) выводы.
Контрольные вопросы
1. Почему электромагнитные контакторы непригодны для коммутации цепей мощных контактных сварочных машин?
2. Объяснить принцип действия игнитронного выключателя.
3. Какие преимущества имеет тиристорный контактор по сравнению с игнитронным?
4. В каких пределах регулируется угол зажигания тиристоров?
5. Объяснить принцип действия тиристорного выключателя.
Теоретические положения
Дуговая электросварка занимает ведущее место в технологии процессов получения неразъемных соединений.
Технология сварки обычно начинается с выбора режима сварки, приспособлений манипулирования электродом, выбора самого электрода для сварки различных материалов, обработки свариваемой поверхности. Существуют следующие способы зажигания дуги: прямого действия, когда дуга горит между рабочим концом электрода (1) и изделием (2) (рис. 6, а), и косвенного действия, когда дуга горит между двумя электродами (1) (рис. 6, б).
а) б)
Рис. 6. Способы зажигания дуги: а – прямого действия; б – косвенного действия; 1 – электрод; 2 – изделие
Известно, что дуга загорается в результате разряда. Например, электрический разряд в газе. Газовая среда становится проводящей, если в ней помимо нейтральных частиц имеются электроны и ионы. Дуговой разряд характеризуется высокой плотностью тока, температурой, а также высокой скоростью преобразования энергии. Столб дуги по длине и характеру происходящих процессов разбивают на три части: собственно столб дуги, катодную и анодную области. Катодная область приблизительно равна длине собственного пробега 10-5 см, протяженность анодной области несколько больше – 10-3 см.
В электрической дуге энергия, необходимая для эмиссии электронов, получается за счет нагрева катода до высокой температуры (термоэлектронная эмиссия) и создания вблизи катода сильного электронного поля (автоэлектронная эмиссия). Если катод изготовлен из тугоплавкого металла (вольфрам, графит), определяющую роль в поддержании разряда начинает играть термоэлектронная эмиссия. Процессы ионизации нейтральных атомов происходят, в основном, в столбе дуги. Наряду с ионизационными процессами в дуге параллельно и непрерывно идут процессы деионизации – рекомбинация и диффузия ионов и электронов, т.е. объединение ионов и электронов в нейтральные молекулы. В установившемся режиме ионизационные и деионизационные процессы в дуге находятся в равновесии. При зажигании дуги преобладающую роль играют ионизационные процессы, а при гашении – деионизационные.
Зажечь дугу можно тремя способами:
1) касанием электродов с последующим нарушением контакта между ними;
2) подачей импульса высокого напряжения, достаточного для зажигания дуги;
3) повышением проводимости газового промежутка между электродами за счет внешнего источника ионизации.
Статическая вольт-амперная характеристика дуги постоянного тока представлена на рис. 7.
Статическая ВАХ является падающей, т.к. с ростом тока проводимость столба дуги увеличивается, поэтому напряжение, необходимое для поддержания дуги, уменьшается. В области больших токов увеличение проводимости столба дуги замедляется (т.к. усиливаются процессы деионизации), и в дальнейшем сопротивление дуги уменьшается обратно пропорционально току, а напряжение на дуге остается примерно постоянным.

Рис. 7. Статическая вольт-амперная характеристика
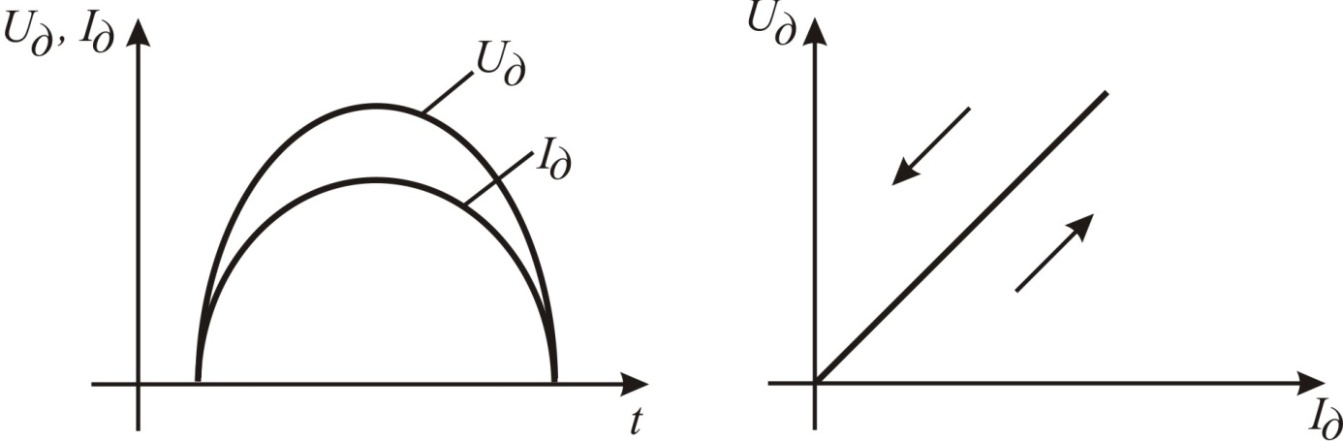
Существование дуги переменного тока осложняется периодическим изменением напряжения сети. При отсутствии индуктивности в цепи дуги изменение тока и напряжения дуги за период показано на рис. 8.
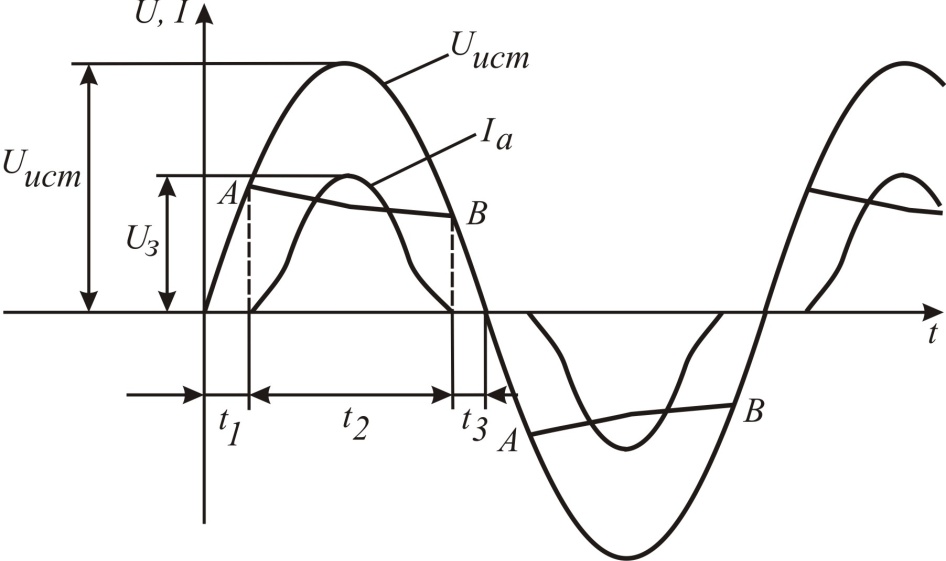
Рис. 8. Динамическая характеристика дуги в цепи тока
с активным сопротивлением
Пока напряжение источника энергии  меньше напряжения зажигания дуги
меньше напряжения зажигания дуги  , дуга загореться не может. При синусоидальной кривой напряжение источника зажигания дуги происходит в точке А через промежуток времени
, дуга загореться не может. При синусоидальной кривой напряжение источника зажигания дуги происходит в точке А через промежуток времени

где  – амплитуда напряжения источника;
– амплитуда напряжения источника;  – частота тока;
– частота тока;  – напряжение зажигания дуги для угольных электродов
– напряжение зажигания дуги для угольных электродов
(в обычной атмосфере составляет 45-55 В).
После возникновения дуги и появления тока последний будет изменяться по некоторой кривой. Одновременно с изменением тока имеет место и изменение напряжения дуги. В точке В напряжение источника падает ниже напряжения дуги  , дуга гаснет, причем напряжение погасания дуги несколько ниже напряжения зажигания (ввиду того, что при горении дуги дуговой промежуток разогревается и условия ионизации улучшились). На отрезке времени
, дуга гаснет, причем напряжение погасания дуги несколько ниже напряжения зажигания (ввиду того, что при горении дуги дуговой промежуток разогревается и условия ионизации улучшились). На отрезке времени  дуга не горит, а затем происходит повторное зажигание, горение и погасание дуги в отрицательной полуволне напряжения источника тока. Характер изменения напряжения дуги имеет более простой вид при токах 100 А и выше. За счет больших токов ионизация нагретого дугового промежутка достаточно интенсивна и напряжение горения дуги мало отличается от напряжения зажигания и практически не зависит от тока дуги
дуга не горит, а затем происходит повторное зажигание, горение и погасание дуги в отрицательной полуволне напряжения источника тока. Характер изменения напряжения дуги имеет более простой вид при токах 100 А и выше. За счет больших токов ионизация нагретого дугового промежутка достаточно интенсивна и напряжение горения дуги мало отличается от напряжения зажигания и практически не зависит от тока дуги  В этом случае
В этом случае  и
и 
При наличии в электрической цепи индуктивности между током и напряжением будет существовать сдвиг фаз  (рис. 9).
(рис. 9).
Подбором индуктивности можно получить такой угол сдвига фаз  , при котором уменьшение напряжения источника питания будет ниже напряжения горения дуги ЭДС самоиндукции. Это напряжение достаточно для поддержания горения дуги до тех пор, пока ток не перейдет через нулевые значения. В этот момент напряжение источника будет иметь другой знак и достигнет значения, достаточного для повторного значения напряжения дуги, т.е. дуга может возникать вновь без всякого перерыва или с незначительным перерывом.
, при котором уменьшение напряжения источника питания будет ниже напряжения горения дуги ЭДС самоиндукции. Это напряжение достаточно для поддержания горения дуги до тех пор, пока ток не перейдет через нулевые значения. В этот момент напряжение источника будет иметь другой знак и достигнет значения, достаточного для повторного значения напряжения дуги, т.е. дуга может возникать вновь без всякого перерыва или с незначительным перерывом.

Рис. 9. Динамическая характеристика дуги с индуктивным сопротивлением
На рис. 10 (а, б, в) показаны осциллограммы тока  и напряжения
и напряжения  и вольт-амперная характеристика дуги
и вольт-амперная характеристика дуги  для одного полупериода при разных условиях горения дуги. На рис. 10, а приведены характеристики слаботочных дуг с интенсивным охлаждением и осциллограммы напряжения дуги с ярко выраженным пиком нагрузки.
для одного полупериода при разных условиях горения дуги. На рис. 10, а приведены характеристики слаботочных дуг с интенсивным охлаждением и осциллограммы напряжения дуги с ярко выраженным пиком нагрузки.
При каждом прохождении тока через ноль газовый промежуток охлаждается и деионизируется, сопротивление его возрастает. Возникновение тока требует повышенного напряжения – возникает пик напряжения (напряжение зажигания).
По мере возрастания тока напряжение на дуге снижается. Снижение тока вызывает новый подъем напряжения, обычно меньший по амплитуде, чем первый. Чем больше мощность дуги, чем хуже ее охлаждение, тем меньше пики зажигания и потухания, тем ближе форма напряжения к трапецеидальной, а ее ВАХ к ломаной линии (рис. 10, б). Такая форма кривых напряжения и тока характерна для дуг сталеплавильных печей, горящих на металл.
Если дуга настолько хорошо теплоизолирована и мощна, что ее проводимость в течение полупериода практически не изменяется, то формы кривых тока и напряжения близки к синусоидальным, а динамическая характеристика дуги представляет собой прямую (рис. 10, в).
Рис. 10. Формы осциоллограмм и динамических характеристик дуг переменного тока
Близкими к синусоидальной форме кривые тока и напряжения могут быть и у менее мощных дуг, если в их цепях имеется значительное активное сопротивление, а также у дуг повышенной частоты, когда состояние газового промежутка не успевает изменяться вслед за изменением тока.
Таким образом, в большинстве случаев для дуг переменного тока кривые напряжения на дуге и тока отличаются от синусоиды, в некоторой части периода через дуговой промежуток ток вообще не проходит.
В электротехнологических установках широко применяются дуговой и искровой разряды. Первый используется в дуговых, вакуумно-дуговых и руднотермических печах, дуговой электросварке, электроимпульсной и электроконтак