Наиболее эффективным средством повышения производительности труда сварщиков является применение механизированной сварки в среде защитных газов.
При сварке в зону дуги через сопло непрерывно подается защитный газ. Теплотой дуги расплавляется основной металл и, если сварку выполняют плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов. Схема процесса механизированной сварки представлена на рис. ____.
Сущность способа. При сварке в зону дуги через сопло непрерывно подается защитный газ. Теплотой дуги расплавляется основной металл и, если сварку выполняют плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов.
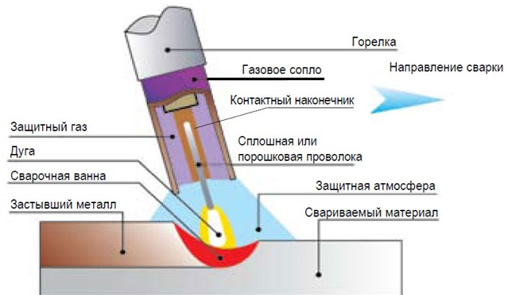
Рисунок _____ Механизированная сварка в среде защитного газа
Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. В качестве защитных газов применяют инертные (Аргон и Гелий) и активные газы (Углекислый газ, Водород, Кислород и Азот), а также их смеси (Аr + Не, Aг + СО2, Аr + О2, СО2 + О2 и др).
В качестве защитного газа применяется углекислый газ С02 по ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая. Технические условия».
Механизированная сварка в различных ее видах во многом выигрывает ручную и в плане производительности. Применение механизированной сварки сплошной проволокой в защитных газах позволяет увеличить производительность выполнения сварочных работ по сравнению со сваркой штучными электродами до трех раз. Механизированная сварка способна также значительно повысить качество выполнения сварочных работ: правильно подобранные порошковые проволоки способны обеспечить лучшее формирование шва, более высокие показатели пластичности и ударной вязкости, оптимальный химический состав металла шва.
Технологическими преимуществами являются относительная простота процесса сварки, возможность полуавтоматической и автоматической сварки швов, находящихся в различных пространственных положениях, что позволяет механизировать сварку в различных пространственных положениях, в том числе сварку неповоротных стыков труб. Небольшой объем шлаков, участвующих в процессе сварки в СО2, позволяет в ряде случаев получить швы высокого качества.
Сварка в среде защитных газов применяется как для соединения различных сталей, так и цветных металлов и таких активных, как титан, цирконий, тантал и др. толщиной от десятых долей до десятков миллиметров.
Особенности сварки в СО2 сварочной проволокой Св-08Г2С-0 следующие:
Окислительное действие двуокиси углерода на расплавленный металл компенсируется повышенным содержанием в сварочной проволоке элементов раскислителей (Мn и Si).
В зоне высоких температур столба дуги СО2 диссоциирует:

Тепловая мощность расходуется на это разложение.
Образующийся в результате диссоциации и попавший в зону сварки кислород О2 и СО2 окисляют металл сварочной ванны по следующей реакции:
О2+2Fe = 2 FeO
СO2 + Fe = СО + FeO
С целью подавления реакции окисления железа, раскисления металла шва, удаления образовавшихся оксидов и предотвращения образования пор, сварка выполняется с повышенным содержанием марганца и кремния - Св-08Г2С-О.
При взаимодействии марганца и кремния с оксидом железа происходит восстановление железа и образование окисной пленки, оседающей на поверхности сварного шва:
FeO+Mn=Fe+MnO
2FeO+Si=2Fe+SiO2
Сварка в среде СО2 имеет целый ряд преимуществ: минимальную зону структурных изменений металла при высокой степени концентрации дуги и плотности тока; большую степень защиты сварочной ванны от воздействия внешней среды; существенную производительность; возможность наблюдения за формированием шва; возможность сваривать металл различной толщины (от десятых долей до десятков миллиметров), производить сварку в различных пространственных положениях, механизировать, автоматизировать технологический процесс; незначительную чувствительность к ржавчине и другим загрязнителям основного металла.
Однако при выборе данного способа сварки и наплавки необходимо иметь ввиду и его недостатки: сильное разбрызгивание металла при токе больше 500 А, что требует постоянной защиты и очистки сопла горелки; интенсивное излучение открытой мощной дуги, требующее защиты сварщика; необходимость охлаждения горелки при значительных токах; осуществление сварки практически только на постоянном токе; наличие специальной проволоки.
Вывод: для производства сварной конструкции принимаем механизированную сварку в среде защитных газов плавящимся электродом.





